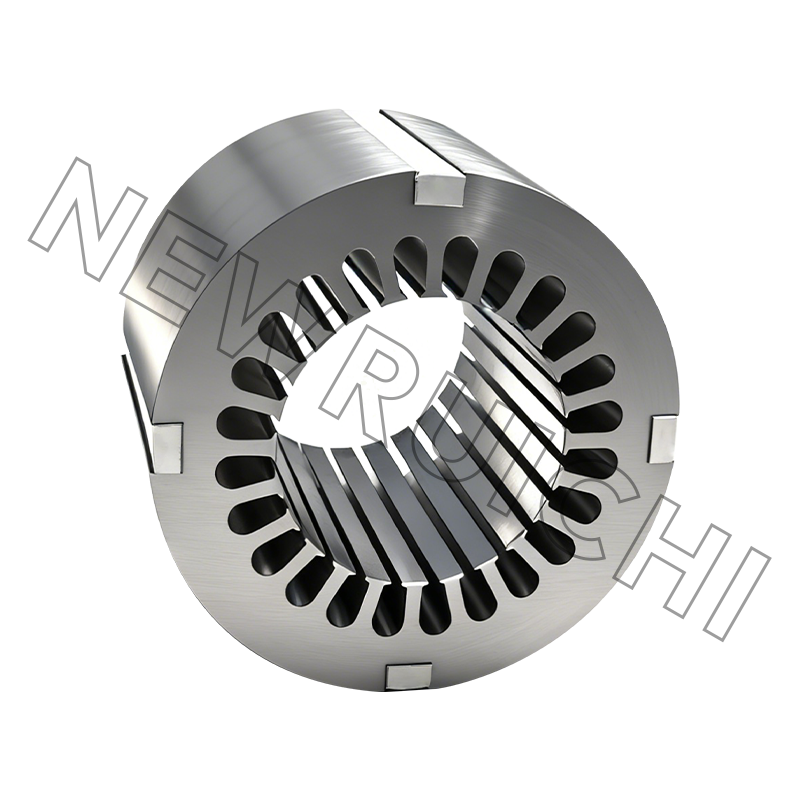
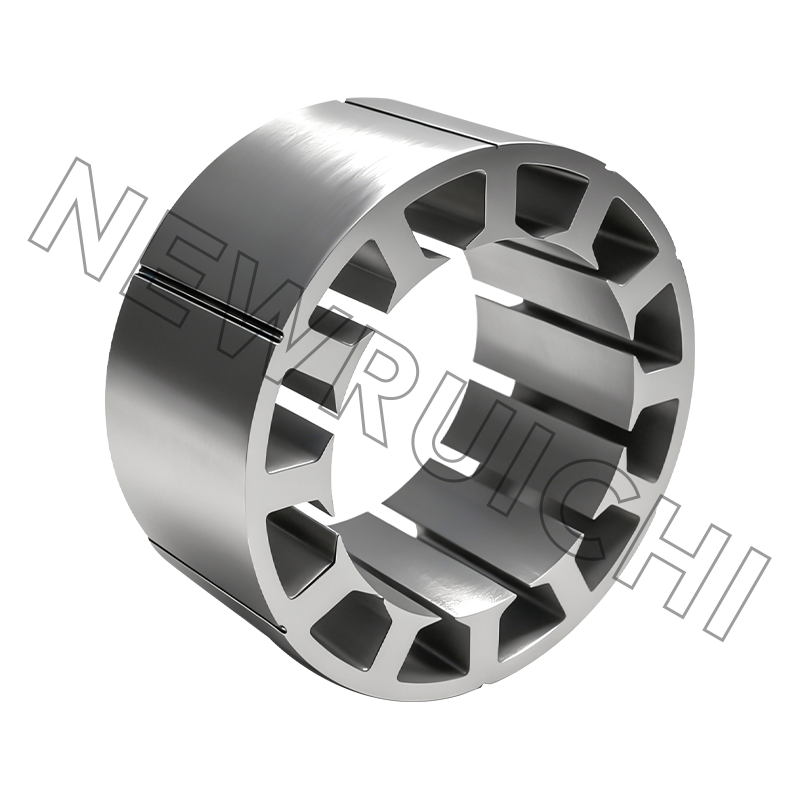
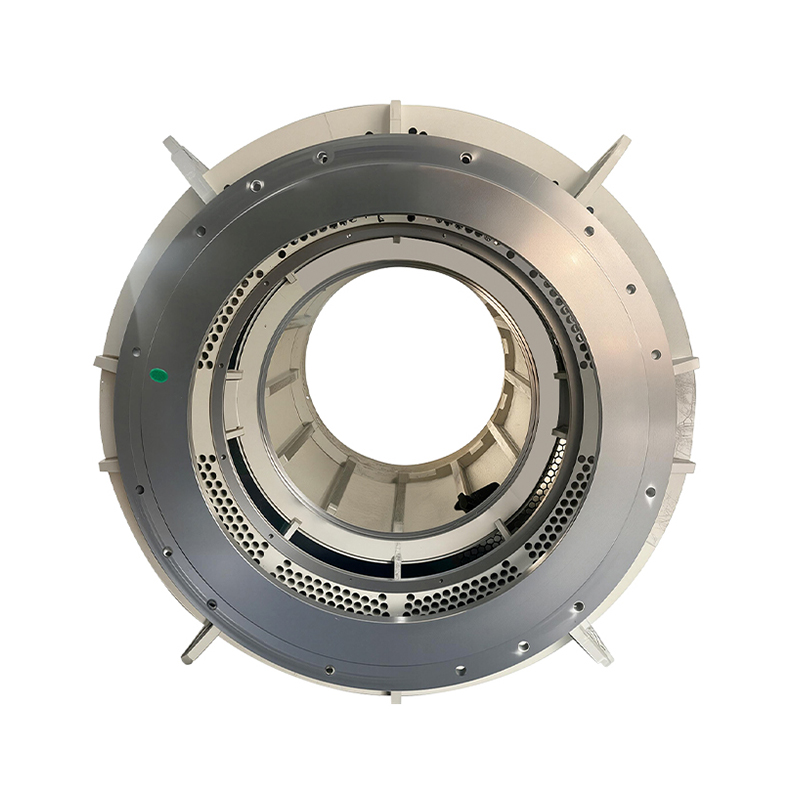
Interlock-laminoitu ydin: tarkkuus ja suorituskyvyn lisäys
Määrittelevä etu an interlock laminoitu ydin on sen kyky vähentää pyörrevirtahäviöitä jopa 95 % verrattuna kiinteään ytimeen, samalla kun se eliminoi hitsauksen tai niittauksen tarpeen kokoonpanoprosessissa. Tämä kaksoisetu parantaa sekä sähkötehokkuutta että valmistusnopeutta suuren volyymin moottorituotannossa.
Tekniikka on edennyt yksinkertaista pinoamista pidemmälle. Nykyaikaisissa lukitusjärjestelmissä on nyt mikro-ominaisuuksia, jotka yhdistävät laminaatit fyysisesti lähes molekyylitasolla leimauksen aikana luoden monoliittisen rakenteen, joka kestää suurikierroslukuisten vetomoottoreiden vääntöjännityksen. Leimausmuotin arkkitehtuurin ja materiaalin takaisinjousituksen dynamiikan ymmärtäminen on kriittistä näitä ytimiä määrittäville insinööreille.

Lukituksen mekaniikka ilman vierasta materiaalia
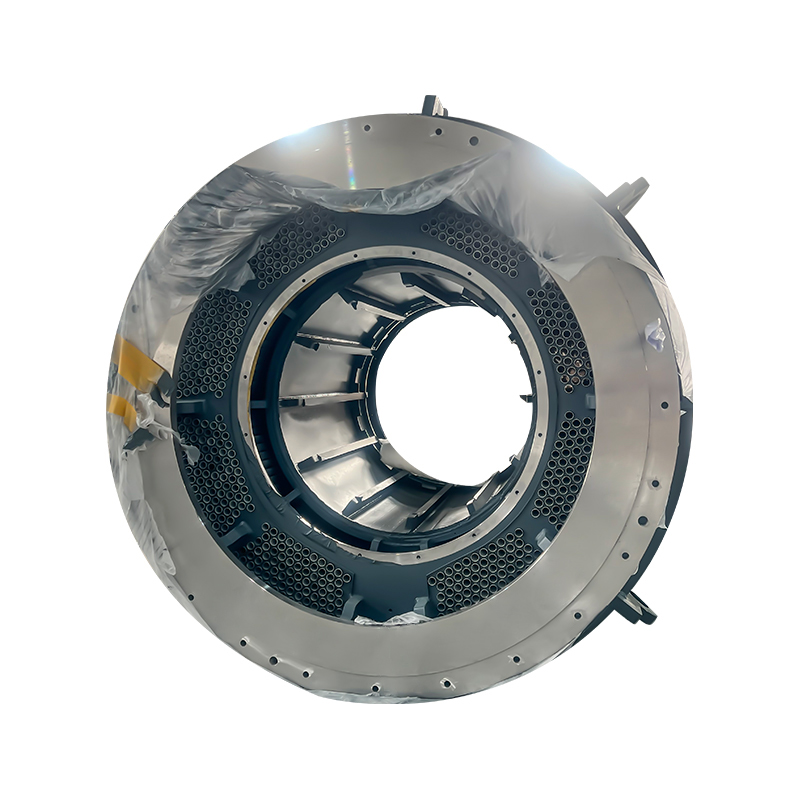
Toisin kuin perinteinen sydänrakenne, joka perustuu kiinnikkeisiin, pultteihin tai MIG-hitsaukseen ulkohalkaisijaa pitkin, interlock-laminoitu ydin käyttää geometrista sovitusta kerrosten kiinnittämiseen. Nopean meistoprosessin aikana progressiivinen meisti leikkaa tarkkoja sylinterimäisiä tai V:n muotoisia ulkonemia yhdellä laminaatilla, jotka puristuvat vastaaviin syvennyksiin viereiseen levyyn. Häiriöt sopivat, usein vain 0,02 - 0,05 mm , tuottaa riittävän vahvan pitovoiman ylläpitämään laminoinnin eheyttä kelaus- ja lakkausvaiheiden aikana.
Hitsauksen poistaminen on merkittävä tekninen harppaus. Hitsaus luo oikosulkupolun takarautaa pitkin, jolloin syntyy paikallisia kuumia kohtia, jotka heikentävät magneettista läpäisevyyttä. Poistamalla tämä johtumisreitti toisiinsa lukitut ytimet säilyttävät todella eristetyn laminointirakenteen varmistaen, että vuotiheys pysyy yhtenäisenä koko hampaan profiilissa.
Tehokkuuden ja vääntömomentin parannuksen kvantifiointi
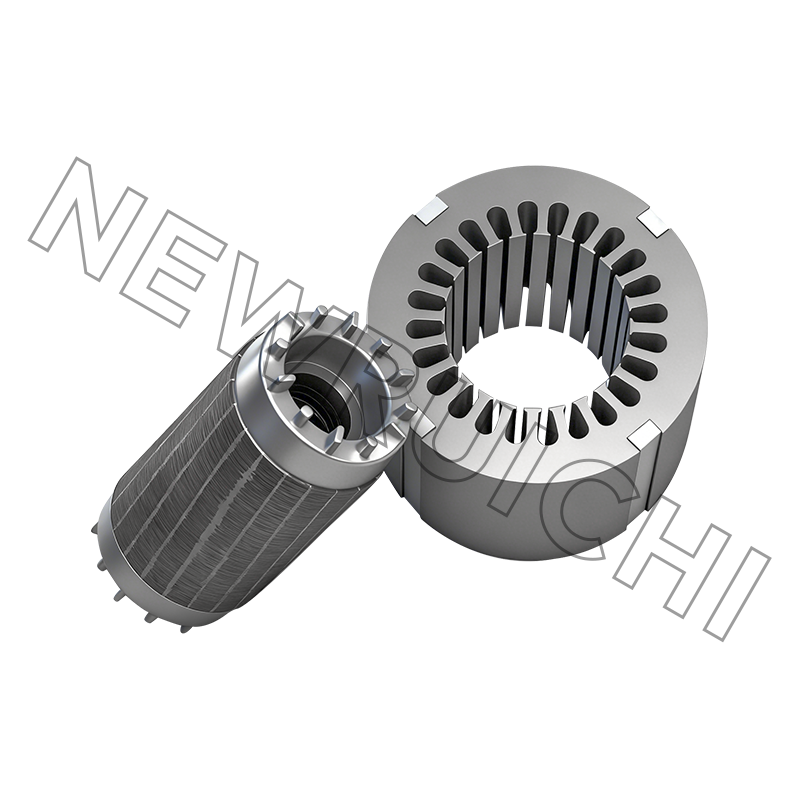
Siirtyminen hitsatusta rakenteesta yhteenlukittuihin ytimiin vaikuttaa suoraan sähkömoottorin tehotiheyteen. Testaus 12-paikkaisella, 8-napaisella tiivistetyllä käämitysstaattorilla paljastaa suorituskyvyn delta selvästi.
| Parametri | Hitsattu ydin | Interlock laminoitu ydin |
|---|---|---|
| Rautahäviö @ 1000 Hz (W/kg) | 48 | 38 |
| Hammastusmomentti (mNm) | 12 | 4 |
| Pinoamiskerroin | 95 % | 98,5 % |
| Takaisin raudan lämpötilan nousu | 65 °C | 48 °C |
Hammastusvääntömomentin vähennys 4 mNm on erityisen kriittinen melun, tärinän ja kovuuden (NVH) kannalta autojen vetosovelluksissa. Tämä sileys johtuu lukitusominaisuuksien ylläpitämästä tarkasta kulman kohdistuksesta, mikä estää kerrosten välisen pyörimisen, mikä vaivaa mekaanisesti kiinnitettyjä ytimiä lämpösyklin aikana.
Tärkeät työkaluparametrit nollavikapinoille
Onnistunut lukituslaminoitu ydinprojekti epäonnistuu tai onnistuu leimausmuotin sisällä. Lukitusominaisuus luodaan progressiivisen muotin viimeisissä vaiheissa, mikä edellyttää materiaalin syöttöä ja rei'itysten välistä välystä. Mikä tahansa varianssi tässä kerrotaan pinon korkeudessa.
Hallittu jousen takaosa ja pinnan tasaisuus
Piiteräksessä on materiaalin takaisinjousto noin 2-4 astetta taivutuksen jälkeen. Jotta lukituskielekkeet kiinnittyvät turvallisesti, muotin on taivutettava kieleke tarkasti niin, että se rentoutuu lukittuun asentoon viereisen kerroksen ontelon sisällä. Kehittyneissä progressiivisissa muotteissa käytetään nyt servokäyttöisiä painetyynyjä, jotka säätävät vetoisuutta reaaliajassa kompensoiden kelojen välisiä kovuusvaihteluita. Ilman tätä kompensaatiota syntyy löysää pinoa tai laminointimurtumaa.
Lukituksen määrä ja muotogeometria
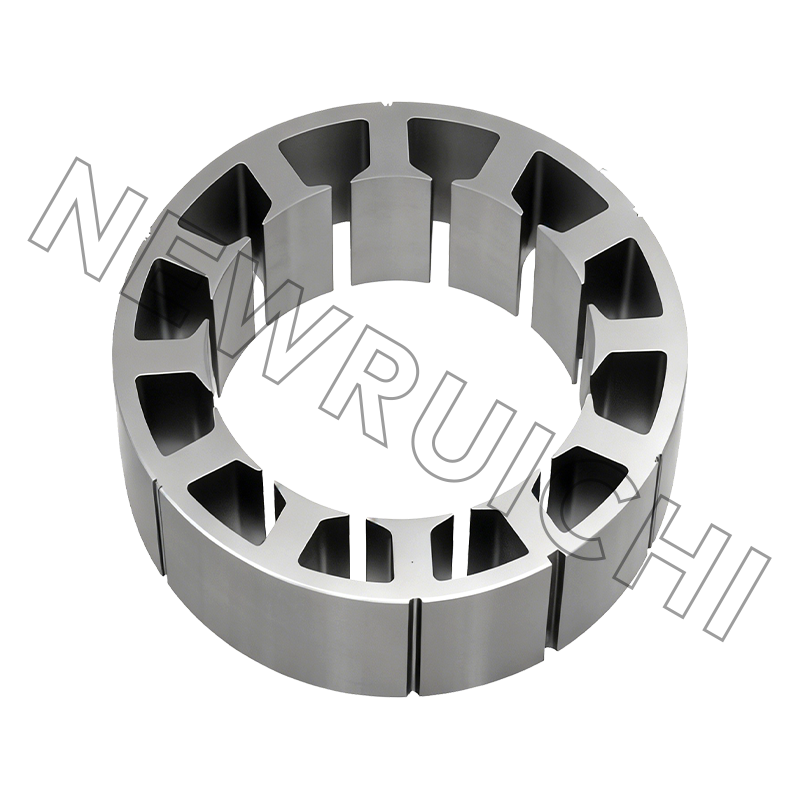
Geometria sanelee lopullisen kappaleen leikkauslujuuden. Nykyinen paras käytäntö halkaisijaltaan 200 mm:n staattorille käyttää näitä profiileja:
- Pyöreät kuopat: Paras pienille servomoottoreille 5 kW , joka tarjoaa symmetrisen pitovoiman minimaalisella vaikutuksella magneettiseen polkuun.
- V-muotoinen tai delta-lukitus: Toimittaa 40 % suurempi ulosvetovastus kuin pyöreät mallit luomalla lohenpyrstövaikutelman, joka on välttämätön moottoreille, joiden nopeus ylittää 10 000 rpm.
- Muuttuvan paineen vyöhykkeet: Tekniikka, jossa lukitussyvyyttä pienennetään staattorin hammasvyöhykkeellä eristekerroksen halkeilun estämiseksi, kun taas suurin puristusvoima kohdistetaan yksinomaan ikeen alueelle.
Materiaalirajoitukset ja sähköeristyksen eheys
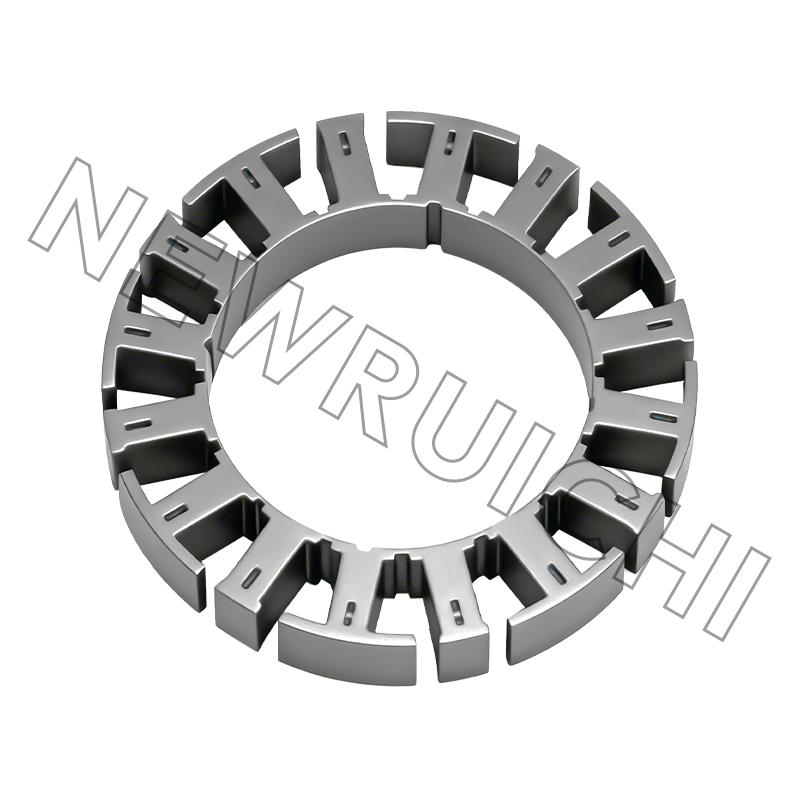
Lukitus rikkoo luonnostaan eristävän oksidi- tai lakkapinnoitteen teräspinnassa. Kun kieleke leikkaa pinnoitteen läpi, se muodostaa metallin ja metallin välisen sillan. Tämän oikosulkuriskin hallinta on ensisijainen suunnitteluhaaste. Piikarbidi (SiC) inverttereitä käyttävissä suurtaajuuskäytöissä terävät dv/dt-pulssit voivat aiheuttaa tuhoisia virtoja näiden lukitusten kautta.
Tämän lieventämiseksi valmistajat soveltavat nyt a toissijainen itsekiinnittyvä epoksi joka aktivoituu kovetusjakson aikana. Vaikka mekaaninen lukitus antaa vihreää lujuutta käsittelyyn, paistettu epoksi täyttää mikroraot leikatuissa reunoissa palauttaen sähkövastuksen yläpuolelle. 5 megaohmia 500V jännitteellä. Tästä hybridi-lukitusprosessista on tulossa nopeasti standardi 800 V EV-ajomoottoreille.
In-Die laadunvarmistuksen toteuttaminen
Valmiiden pinojen tuhoaviin ulosvetotesteihin luottaminen on vanhentunutta. Älykkäät leimaussolut integroivat nyt lasersiirtymäanturit suoraan muottipesään. Kun laminaatit poistuvat lukitusasemasta, anturi mittaa lukitusliuskan ulkoneman korkeuden. Jos välilehden korkeus poikkeaa nimellinen 0,8 mm tavoite yli 0,03 mm , puristusohjain säätää painimen tunkeutumista välittömästi tai ohjaa huonon osan ennen kuin täysi pino vaarantuu. Tämä suljetun silmukan takaisinkytkentä mahdollistaa ylimääräisen ensikierron tuoton 99,9 % , välttämätön, kun tuotetaan yksi roottorisydän 2,5 sekunnin välein.
Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Staattori- ja roottoriytimien valmistajat
