Moottorin runko ja kotelo: materiaalit, standardit ja valintaopas
Moottorin sisäiset komponentit – staattori, roottori, käämit ja laakerit – on suunniteltu tarkasti tiukoille toleransseille. Altista ne tärinälle, kosteudelle, pölylle tai mekaaniselle iskulle ilman oikeaa koteloa, ja ne epäonnistuvat nopeasti. Moottorin runko ja moottorin kotelo ovat voimansiirron ja ympäristön välissä, ja oikean valinta määrittää, kuinka kauan laitteistosi käy, kuinka tehokkaasti se haihduttaa lämpöä ja kestääkö ne olosuhteita, joihin se on rakennettu.
Tässä oppaassa eritellään moottorin rungon ja kotelon valinnan avaintekijät: materiaalit, valmistusmenetelmät, alan standardit ja sovelluskohtaiset vaatimukset – keskittyen raskaaseen, suurirunkoiseen segmenttiin, jossa suunnittelupäätöksillä on eniten painoarvoa.
Mikä on moottorin runko ja miksi sillä on väliä
Termejä "moottorirunko" ja "moottorikotelo" käytetään usein vaihtokelpoisina, mutta ne kuvaavat toisiinsa liittyviä käsitteitä. The moottorin runko viittaa moottorin ulompaan rakenteelliseen runkoon — se tarjoaa asennusliitännän, asettaa akselin korkeuden ja määrittelee moottorin tilan. The moottorin kotelo (tai moottorin kotelo) on kotelo, joka suojaa sisäisiä osia ja hallitsee lämpö- ja ympäristöaltistusta.
Hyvin suunniteltu moottorin kotelo tekee neljä asiaa samanaikaisesti: se absorboi ja siirtää mekaanista kuormitusta, suojaa sisäosat pölyltä, kosteudelta ja syövyttäviltä aineilta, helpottaa lämmön poistumista evien tai jäähdytyskanavien kautta ja tarjoaa sähköeristyksen estämällä kosketuksen jännitteisten sisäosien kanssa. Vaativissa teollisuus- ja energiasovelluksissa kotelo ei ole passiivinen kuori, vaan se on kantava, lämpöaktiivinen, ympäristötiivis rakenne.
Käytännössä kotelon suunnittelu vaikuttaa suoraan moottorin hyötysuhteeseen, käyttöikään ja huoltoväleihin. Huono lämmönpoisto nopeuttaa käämin eristyksen hajoamista. Riittämätön tiivistys päästää epäpuhtaudet laakereihin. Riittämätön rakenteellinen jäykkyys syklisessä kuormituksessa johtaa väsymisvaurioihin asennuslaippoissa. Nämä ovat teknisiä ongelmia, eivät kokoonpanoongelmia.
Moottorin rungoissa ja koteloissa käytetyt keskeiset materiaalit
Materiaalin valinta on ensimmäinen ja merkittävin päätös moottorikoteloiden suunnittelussa. Jokainen materiaaliluokka tarjoaa erilaisen tasapainon lujuuden, painon, lämmönkestävyyden, korroosionkestävyyden ja kustannusten välillä.
| Materiaali | Vahvuus | Paino | Lämmönjohtavuus | Korroosionkestävyys | Paras |
|---|---|---|---|---|---|
| Valurauta | Korkea | Raskas | Kohtalainen | Matala (vaatii pinnoituksen) | Raskas industrial, high-vibration environments |
| Alumiiniseos (painevalu) | Kohtalainen | Kevyt | Erinomainen | Hyvä | Kompaktit moottorit, sähköautot, lämpöherkät sovellukset |
| Hitsattu teräs (valmistettu) | Erittäin korkea | Raskas | Hyvä | Kohtalainen (coating required) | Suurirunkoiset moottorit: tuuliturbiinit, laivat, HV teollisuus |
| Ruostumaton teräs | Korkea | Raskas | Kohtalainen | Erinomainen | Elintarvikkeiden jalostus, lääketeollisuus, offshore-, kemialliset ympäristöt |
Valurauta pysyy vakiona yleiskäyttöisille teollisuusmoottoreille, joissa paino ei ole rajoitus. Se koneistaa hyvin, vaimentaa tehokkaasti tärinää ja kestää suurta mekaanista rasitusta. Sen tärkein rajoitus on korroosioherkkyys ilman pintakäsittelyä.
Alumiinin painevalu hallitsee pienikokoisia ja keskiraskaisia moottorikoteloita. Sen lämmönjohtavuus – noin kolme kertaa valuraudan johtavuus – tekee siitä ihanteellisen kohteisiin, joissa lämmönhallinta on kriittistä. Se on oletusvalinta sähköajoneuvojen vetomoottoreissa ja servomoottorisovelluksissa, joissa tehotiheys on korkea.
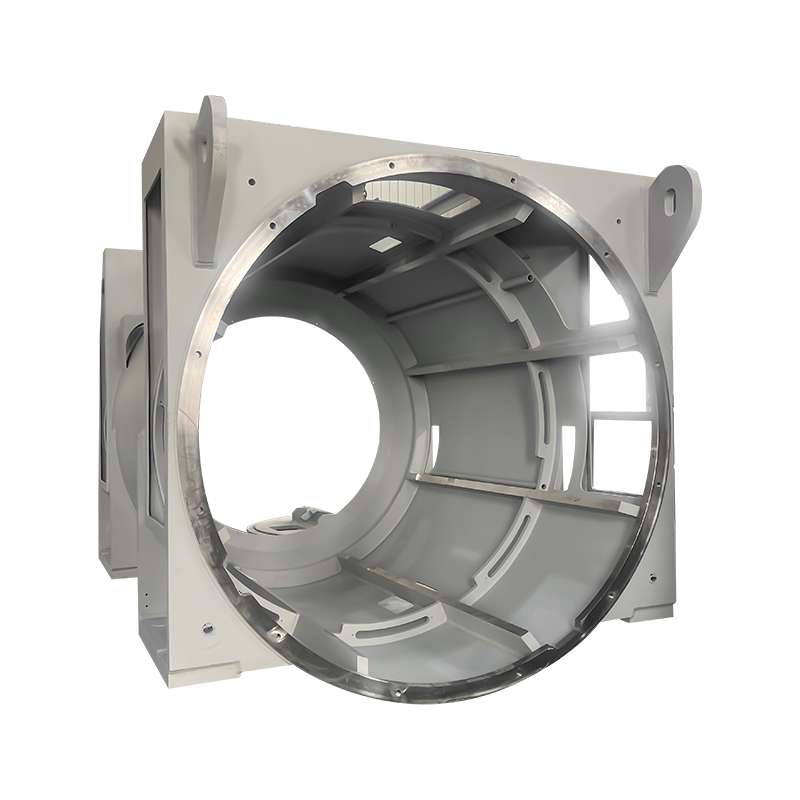
Hitsattu teräsrakenne miehittää kokonaan eri segmentin. Suurille megawattimoottoreille – tuuliturbiinigeneraattoreille, korkeajännitteisille teollisuuskäytöille, laivojen propulsiojärjestelmille – painevalutyökaluista tulee epäkäytännöllistä ja valurautasta tulee liian raskasta käsitellä. Teräslevystä ja rakenneosista valmistetut hitsatut laatikkomaiset kehykset tarjoavat mittajoustavuutta, lujuutta ja korjattavuutta, jota suurikokoiset sovellukset vaativat. Tämä on rakennusmenetelmä, jossa tarkkuus valmistus ja hitsauksen laatu määräävät kaiken.
Moottorin runkostandardit: NEMA vs IEC
Kaksi suurta standardointijärjestelmää säätelee moottorin rungon mittoja maailmanlaajuisesti: NEMA (National Electrical Manufacturers Association), jota käytetään pääasiassa Pohjois-Amerikassa, ja IEC (International Electrotechnical Commission), jota käytetään Euroopassa, Aasiassa ja useimmilla kansainvälisillä markkinoilla.
NEMA-kehyskoot käyttävät aakkosnumeerista merkintää – esimerkiksi 182T tai 324T – jossa kaksi ensimmäistä numeroa koodaavat akselin korkeuden tuuman kuudestoistaosissa ja kirjainliite antaa tietoja asennuskokoonpanosta ja akselin tiedoista. Vakiointegroidut NEMA-rungot toimivat 143T - 449T, ja ne kattavat 1-250 hv moottorit. Tämän lisäksi IEEE-standardit ottavat vallan suuremmissa teollisuuskoneissa.
IEC-kehyskoot käyttävät metrijärjestelmää, joka perustuu akselin keskilinjan korkeuteen millimetreinä. Esimerkiksi runkokoko IEC 160 tarkoittaa 160 mm:n akselin korkeutta. IEC-merkinnät noudattavat muotoa: runkonumeron kirjainliite, joka ilmaisee kiinnitystyypin (B3 jalka-asennus, B5 laippaasennus jne.).
Hankintainsinööreille käytännön merkitys on seuraava: Saman teholuokan NEMA- ja IEC-moottorit eivät ole mitoiltaan keskenään vaihdettavissa . Pulttien kuviot, akselin mitat ja kokonaispinta-ala vaihtelevat. Kun määrität vaihto- tai päivitysmoottoreita kansainvälisille laitteille, varmista aina runkostandardi ja tarkista standardoimattomat mitat (kokonaispituus, suojakotelon sijainti) valmistajalta – niitä ei säännellä NEMA tai IEC, ja ne vaihtelevat toimittajien välillä.
Erittäin suurille moottoreille – joita käytetään tuuliturbiineissa, korkeajännitteisissä teollisuuskäytöissä ja laivajärjestelmissä – mukautetut runkokoot on suunniteltu projektikohtaisten vaatimusten mukaan. Standardoidut kehystaulukot eivät päde tässä mittakaavassa; rakennelaskelmat ja sovelluskohtaiset kuormitustapaukset ohjaavat suunnittelua.
Valmistusprosessit: painevalu, hiekkavalu ja hitsattu rakenne
Moottorikotelon valmistusmenetelmä on yhtä tärkeä kuin materiaali. Jokaisella prosessilla on määritetty osien koon, monimutkaisuuden, tilavuuden ja mittatarkkuuden verhokäyrä siellä, missä se toimii parhaiten.
Korkeapaineinen painevalu on hallitseva prosessi pienten ja keskikokoisten alumiinikoteloiden valmistuksessa. Jaksoajat ovat lyhyitä, mittojen toistettavuus on erinomainen, ja prosessi yhdistää jäähdytysrivat, asennusulokkeet ja monimutkaiset sisäiset geometriat yhdeksi otokseksi. Työkalukustannukset ovat huomattavat – tyypillisesti 50 000 dollaria tai enemmän muottia kohden – joten painevalu on taloudellisesti perusteltua määrillä, jotka kuluttavat työkaluinvestoinnin.
Hiekkavalu ja menetetty vaahtovalu pienennä työkalukustannuksia dramaattisesti (niinkin alhainen kuin 2 000–5 000 dollaria muottia kohden) ja sovita suurempiin, monimutkaisempiin geometrioihin. Ne ovat oikea valinta prototyyppien valmistukseen, räätälöityihin suurirunkoisiin koteloihin ja pienempiä tuotantomääriä varten, joissa meistityökalut eivät ole kustannustehokkaita. Mittatarkkuus on pienempi kuin painevalu, tyypilliset toleranssit ±0,3 mm, mutta tämä on riittävä useimpiin suuriin moottorisovelluksiin.
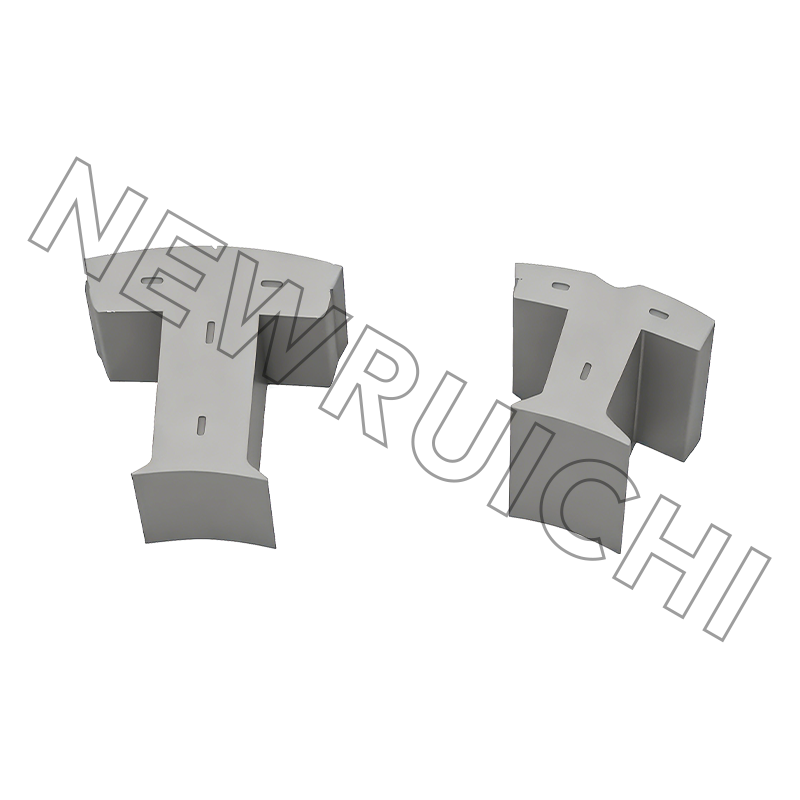
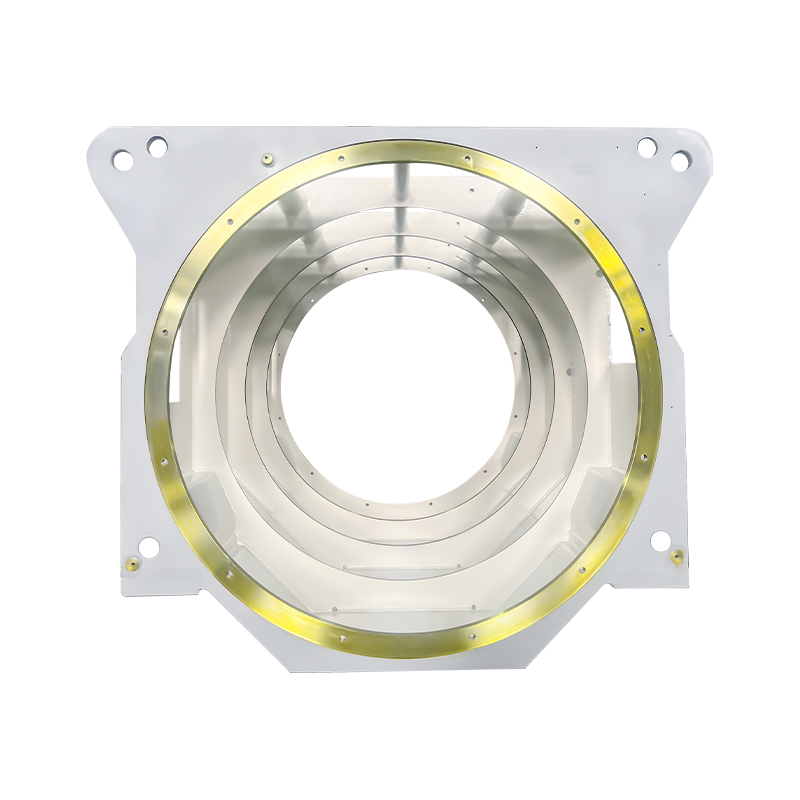
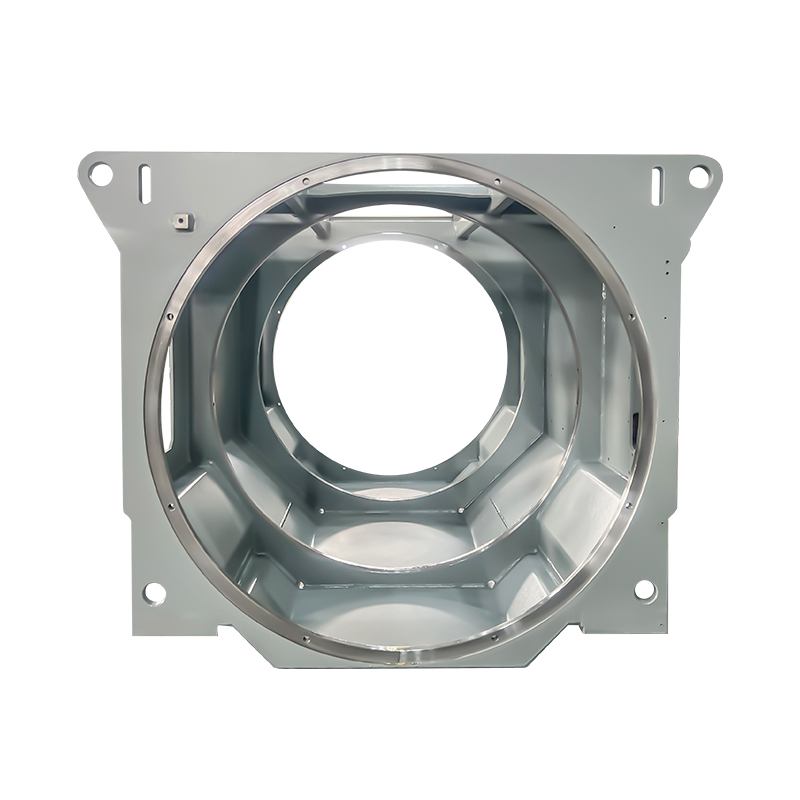
Hitsattu laatikkomainen rakenne on valintamenetelmä suurimpien moottorien rungoille – niille, joita käytetään usean megawatin tuuliturbiineissa, suurjännitteisissä teollisuusmoottoreissa ja laivojen propulsioyksiköissä. Teräslevyt leikataan, muotoillaan ja hitsataan tarkiksi rakennekokonaisuuksiksi. Tämä prosessi käsittelee käytännössä rajattomat runkokoot, mahdollistaa kenttäkorjauksen ja muokkauksen sekä tuottaa koteloita, joilla on erittäin korkea rakenteellinen eheys syklisessä kuormituksessa. Kriittisiä laatumuuttujia ovat hitsin laatu, mittatarkkuus hitsauksen jälkeen (lämpövääristymien hallinta) ja pinnan esikäsittely korroosiosuojausta varten. Cailiangin tuotantokapasiteetti Ne on rakennettu erityisesti tämän prosessin ympärille, ja niissä on omat hitsauslinjat, hitsauksen jälkeinen koneistus ja laadunvalvontajärjestelmät suurirunkoisten moottorikoteloiden tuotantoon.
Sovelluskohtaisia huomioita: tuuliturbiinit, teollisuus- ja merivoimat
Moottorikotelon vaatimukset muuttuvat olennaisesti käyttöympäristön mukaan. Kolme sovellussegmenttiä erottuvat vaativista ja selkeistä vaatimuksistaan.
Tuulivoimaloiden generaattorien kotelot
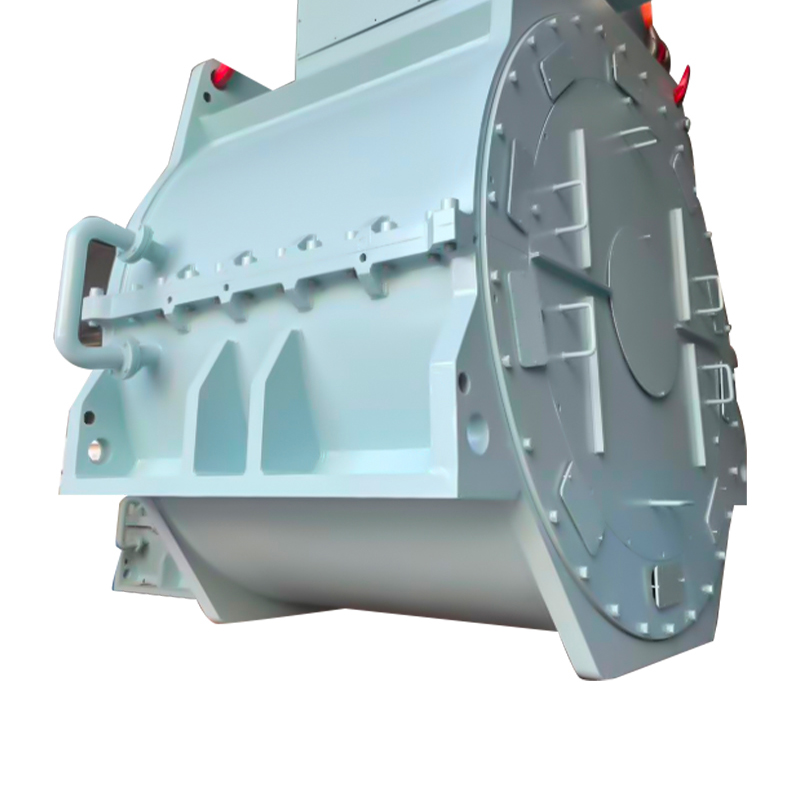
Tuuliturbiinigeneraattorit toimivat syrjäisissä, usein offshore-paikoissa, joissa huolto on harvoin ja vaihtologistiikka on kallista. Generaattorin kotelon on kestettävä vuosikymmenten ajan roottorin syklinen mekaaninen kuormitus, lämpötilavaihtelut -30 °C:sta 50 °C:seen ja syövyttävä altistuminen suolailmalle rannikko- ja offshore-asennuksissa. Rungon jäykkyys on kriittinen: kotelon ominaistaajuuden ja roottorin viritystaajuuksien välinen resonanssi voi nopeuttaa väsymisvikaa. Hitsatut laatikkotyyppiset moottorikotelot tuuliturbiinigeneraattoreihin Ne on suunniteltu täyttämään nämä rakenteelliset ja ympäristövaatimukset, ja niissä on korroosiosuojajärjestelmät ja hitsin tarkastusprotokollat, jotka on sovitettu odotettuun 20 vuoden käyttöikään.
Korkeajännitteiset teollisuusmoottorikotelot
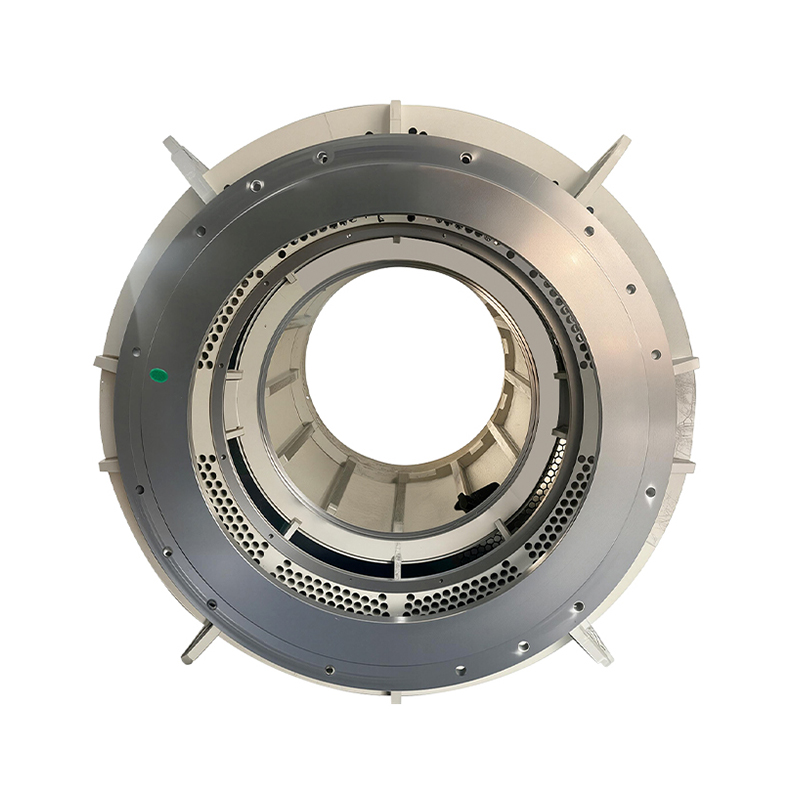
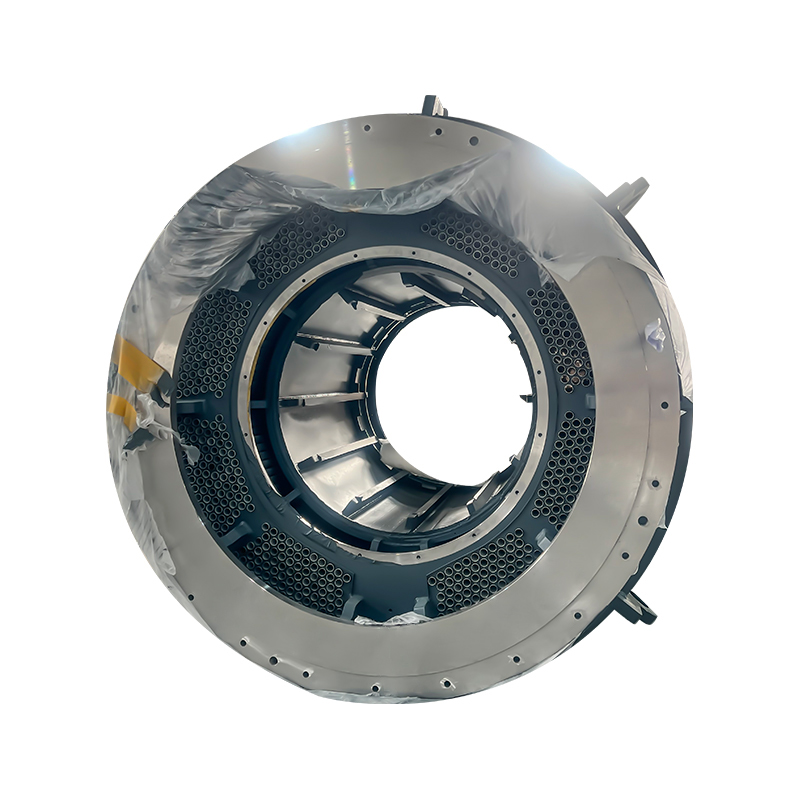
Suuret teollisuuskäytöt – kompressorit, pumput, suulakepuristimet, myllyt – käyttävät satojen tai tuhansien kilowattien moottoreita, jotka vaativat koteloita, jotka kestävät huomattavia säteittäisiä ja aksiaalisia laakerikuormia, sopivat paineilma- tai vesijäähdytysjärjestelmiin ja täyttävät asennusympäristöön sopivat IP-suojausluokitukset. Raskaat moottorikotelot korkeajännitteisiin teollisuussovelluksiin on myös täytettävä kansainväliset sähköturvallisuusstandardit, joissa on maadoitusmääräykset, putkien läpivientien kokoonpanot ja liitäntäkotelojärjestelyt, jotka on sovitettu yhteen moottorin sähkösuunnittelun kanssa.
Merimoottorien kotelot
Meriympäristöt edustavat kaikista teollisista sovelluksista aggressiivisimmat korroosioolosuhteet. Suolasumu, kosteus ja biologinen likaantuminen syövyttävät suojaamattomia teräspintoja jatkuvasti. Merimoottorien kotelot vaativat perusmateriaalin valintaa ja pinnoitusjärjestelmiä, jotka on erityisesti hyväksytty suolavedelle altistumiseen, ja monissa tapauksissa ruostumatonta terästä tai kuumasinkittyjä rakenneosia pitkäaikaista suojaa varten. Tärinäneristys on myös monimutkaisempaa meriasennuksissa, joissa laivan rakenteesta kantautuva melu ja rungon tärinä siirtyvät moottorin kiinnikkeeseen. Korroosionkestävät moottorikotelot, jotka on suunniteltu meriympäristöön integroida nämä vaatimukset rakennesuunnitteluvaiheesta lähtien sen sijaan, että sovellettaisiin niitä jälkikäteen.
Kuinka valita oikea moottorirungon toimittaja
Tavallisten pienten ja keskikokoisten runkomoottorien toimittajan valintaan vaikuttavat pitkälti hinta, toimitusaika ja sertifiointivaatimustenmukaisuus. Suurirunkoisten ja räätälöityjen asuntojen sovelluksissa arviointikriteerit siirtyvät kohti suunnittelukykyä, valmistusprosessin ohjausta ja toimitusketjun integrointia.
Tärkeimmät arvioitavat tekijät suurirunkoisten moottorikoteloiden toimittajassa:
- Hitsauksen sertifiointi ja prosessinohjaus : AWS- tai EN ISO-hitsausmenettelyn pätevyys, pätevien hitsaajien asiakirjat ja dokumentoidut ainetta rikkomattomat testiohjelmat (NDT) eivät ole neuvoteltavissa rakennekoteloille energia- ja merisovelluksissa.
- Hitsauksen jälkeinen koneistusmahdollisuus : Laakereiden istukat, päätykilven liitännät ja laippakiinnityspinnat vaativat tiukkoja mittatoleransseja, jotka voidaan saavuttaa vain tarkkuustyöstyksellä hitsauksen jälkeen. Ilman omaa koneistusta mittojen hallinta vaarantuu.
- Pintakäsittely ja korroosiosuojaus : Puhallus-, pohjamaalaus- ja pintamaalausjärjestelmien tulee vastata altistusluokkaa. Toimittajat, joilla on oma pintakäsittely, ohjaavat prosessia; alihankkijoihin luottavat ottavat käyttöön laatumuuttujan.
- Integroitu toimituskyky : Toimittaja, joka valmistaa sekä moottorin kotelon että tarkkuusmoottorin staattori- ja roottoriytimet eliminoi liitäntäriskin moottorin kahden kriittisimmän komponentin välillä. Mittojen koordinointi ydinpinon ja kotelon välillä on usein kokoonpanoongelmien lähde, kun nämä komponentit tulevat eri toimittajilta.
- Laatujärjestelmä ja sertifioinnit : ISO 9001 -sertifiointi luo lähtökohdan. Meri- ja energiasovelluksissa luokkayhdistyksen hyväksynnät (DNV, BV, Lloyd's jne.) tarjoavat lisävarmuutta loppusovelluksen kannalta.
Päätös vakiorungon ja räätälöidyn hitsatun rakenteen välillä riippuu moottorin koosta, käyttöympäristön vakavuudesta ja suunnittelemattomien seisokkien kustannusvaikutuksista. Sertifioitujen valmistajien luetteloidut valu- tai painevalukehykset täyttävät useimmat vaatimukset yleisiin alle 100 kW:n teollisuussovelluksiin. Suuren mittakaavan energiantuotannossa, korkeajännitteisissä teollisuuskäytöissä ja laivojen propulsiossa räätälöidyn hitsatun kotelon tekninen erityisyys ei ole valinnainen – se on sovelluksen vaatima suunnitteluratkaisu.

Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
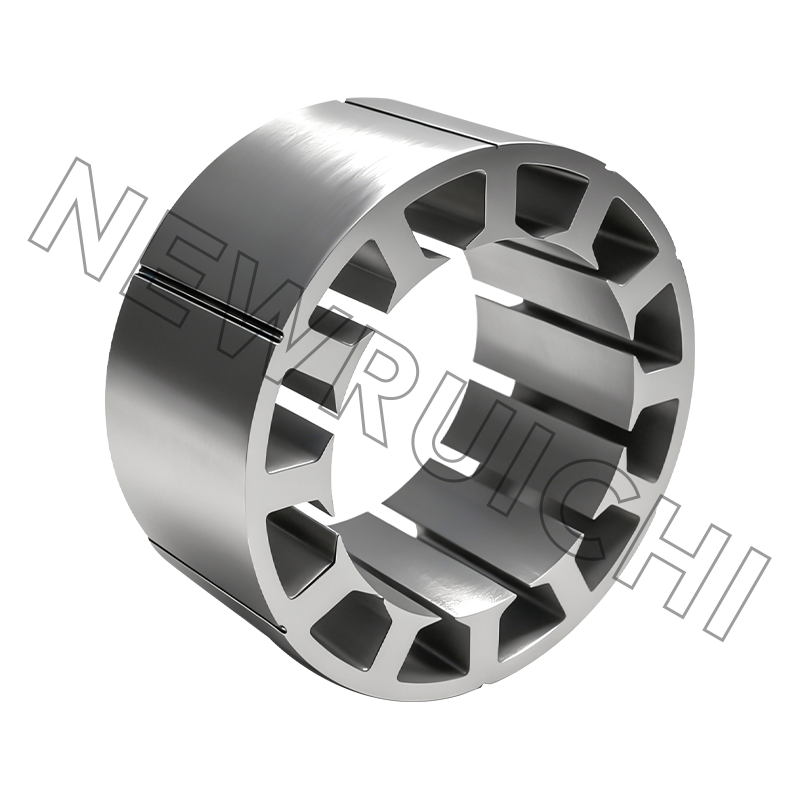
Staattori- ja roottoriytimien valmistajat
