Orientoitu piiteräskela: täydellinen opas
Mikä on orientoitu piiteräskela ja miten se valmistetaan
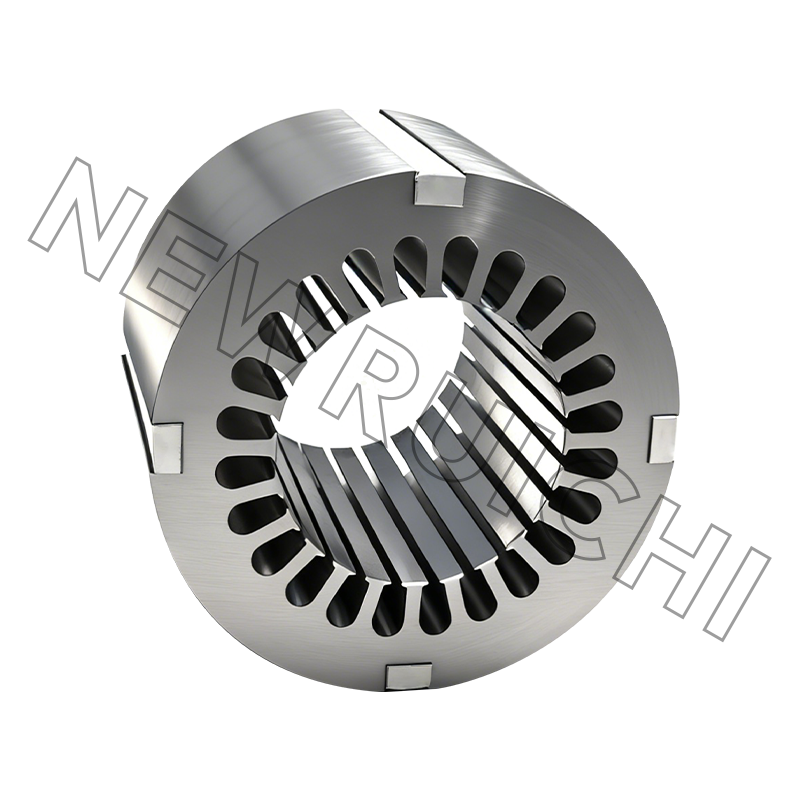
Suunnattu piiteräskela , joka tunnetaan myös nimellä raeorientoitu sähköteräs (GOES), on erikoistunut pehmeä magneettinen materiaali, joka tuotetaan lisäämällä piitä rautaan kontrolloidussa suhteessa, tyypillisesti välillä 2,9–3,5 %, ja sitten käsittelemällä seos huolellisesti sekvensoidun kylmävalssauksen ja korkean lämpötilan hehkutussyklin läpi. Tämän prosessin ratkaiseva tulos on kristallografinen rakenne, jossa teräksen rakeet kohdistuvat yhteen edulliseen magneettiseen suuntaan, joka tunnetaan nimellä Goss-rakenne. Tämä kohdistus erottaa orientoidun piiteräksen suuntaamattomasta piiteräksestä ja antaa sille olennaisesti erilaiset suorituskykyominaisuudet.
Valmistusjakso alkaa kuumavalssauksella teräslaatan pienentämiseksi keskipaksuudeksi, jota seuraa yksi tai useampi kylmävalssaus, joka jalostaa asteittain raerakennetta. Viimeinen hiilenpoisto ja korkean lämpötilan hehkutusvaihe yli 1100 celsiusasteen lämpötiloissa lukitsee raesuuntauksen ja poistaa hiiliepäpuhtaudet, jotka muutoin lisäisivät ydinhäviötä. Valmis kela päällystetään sitten ohuella eristekerroksella, tyypillisesti magnesiumsilikaattipohjaisella lasikalvolla yhdistettynä jännityspinnoitteeseen, joka eristää sähköisesti vierekkäisiä laminaatteja ja tuottaa hyödyllistä puristusjännitystä, joka edelleen alentaa hystereesihäviötä.
Tärkeimmät magneettiset ominaisuudet ja miksi niillä on merkitystä
Suunnatun piiteräskelan arvo sähkölaitteissa perustuu kolmeen mitattavissa olevaan magneettiseen ominaisuuteen: ydinhäviö, magneettinen permeabiliteetti ja magneettivuon tiheys. Jokainen näistä vaikuttaa suoraan siihen, kuinka tehokkaasti muuntaja tai generaattori muuntaa ja siirtää energiaa, ja jokainen on herkkä laminointien leimaamiseen käytetyn kelamateriaalin laadulle.
Sydänhäviö, joka ilmaistaan watteina kilogrammaa kohti määritellyllä vuotiheydellä ja taajuudella, on muuntajien suunnittelijoiden ensisijainen valintakriteeri. Siinä on kaksi komponenttia: hystereesihäviö, joka syntyy energiasta, joka kuluu joka kerta, kun magneettiset domeenit vaihtavat suuntaa vaihtovirtasyklin aikana, ja pyörrevirtahäviö, joka johtuu muuttuvan magneettikentän aiheuttamista kiertovirroista teräksen sisällä. Raesuuntaus vähentää hystereesihäviötä helpottamalla alueen kääntämistä energeettisesti vierintäsuunnassa. Korotettu piipitoisuus nostaa sähkövastusta ja vaimentaa pyörrevirtoja. Yhdessä nämä vaikutukset tuottavat ydinhäviöluvut, jotka ovat 30–50 % pienempiä kuin ne, jotka voidaan saavuttaa vertailukelpoisella paksuudella.
Korkea magneettinen permeabiliteetti tarkoittaa, että materiaali saavuttaa käyttövuon tiheyden pienemmällä magnetointivoimalla, mikä vähentää muuntajan vetämää magnetointivirtaa ja parantaa tehokerrointa. Tämä on erityisen tärkeää suurissa, jatkuvasti täydellä tai lähes täydellä kuormituksella toimivissa tehomuuntajissa, joissa pienetkin hyötysuhteen lisäykset kerääntyvät merkittäviksi energia- ja kustannussäästöiksi laitteiston käyttöiän aikana.
Vakiolaatu- ja paksuusvalinta
Orientoitu piiteräskela luokitellaan ensisijaisesti sydänhäviön mukaan, pienemmät arvot viittaavat korkealaatuisempaan materiaaliin. Useimmissa kansainvälisissä standardeissa käytetty nimeämiskäytäntö koodaa laatumerkintään sekä paksuuden että ydinhäviön. Oikean laadun valinta edellyttää materiaalin suorituskyvyn sovittamista loppusovelluksen käyttötaajuuteen, vuontiheyteen ja tehokkuustavoitteeseen. Alla olevassa taulukossa on yhteenveto yleisimmin käytetyistä laatulajeista ja niiden tyypillisistä käyttökohteista.
| Arvosana | Paksuus (mm) | Suurin ydinhäviö (W/kg) | Tyypillinen sovellus |
| 23QG090 | 0.23 | 0.90 | Tehokkaat tehomuuntajat |
| 27QG095 | 0.27 | 0.95 | Teho- ja jakelumuuntajat |
| 30QG105 | 0.30 | 1.05 | Jakelumuuntajat, liitäntälaitteet |
| 35QG135 | 0.35 | 1.35 | Pienet muuntajat, reaktorit |
Ohuemmat mittarit tuottavat pienemmän pyörrevirtahäviön ja ovat oikea valinta korkeataajuisiin sovelluksiin, mutta ne lisäävät tarvittavien laminointien määrää yksikköpinon korkeutta kohti ja lisäävät leimaamisen monimutkaisuutta. Tehokkuushyöty on siksi punnittava työkalujen kulumiseen, muotin välysvaatimuksiin ja ohuemman materiaalin kilohintaan.

Kuinka leikkaus- ja poikkileikkauslaatu vaikuttaa lopulliseen ydinsuoritukseen
Orientoitu piiteräskela saapuu laminointivalmistajalle pääkelan leveyksissä, jotka on prosessoitava kapeammiksi nauhoiksi tai mitoituslevyiksi ennen leimaamista. Ammattimainen leikkaus ja poikkileikkaus eivät ole toissijaisia toimia. Ne määrittävät suoraan, säilyykö tehtaalla saavutettu sähkömagneettinen suorituskyky valmiiseen ytimeen asti.
Leikkaamisen aikana kela johdetaan pyörivien veitsien läpi, jotka jakavat sen pituussuunnassa tarvittavan leveyden nauhoiksi. Terän terävyyttä, veitsiväliä ja sivupainetta on säädettävä tarkasti. Liiallinen jäysteen korkeus urien reunoilla aiheuttaa mekaanista rasitusta teräkseen leikkauksen vieressä, mikä häiritsee raerakennetta ja lisää paikallisesti hylsyn häviötä. Muuntajalaminaatioissa, joissa vuon reitti kulkee lähellä nauhan reunaa, tämä vaikutus on mitattavissa valmiissa sydämessä. Hyvin toteutettu leikkaus tuottaa reunapursekorkeuden alle 10 % materiaalin paksuudesta ja jättää eristävän pinnoitteen ehjäksi tasaiselle etäisyydelle leikkauksesta.
Poikittaisleikkaus, joka jakaa kelan tai raitanauhan yksittäisiksi levypituuksiksi, tuo samanlaisia riskejä leikattuihin päihin. Leikkuuterän kohdistus ja välysasetukset on sovitettava materiaalin paksuuteen ja lämpötilaan, jotta vältetään reunahalkeilu tai liiallinen muodonmuutos. Tasaisuus leikkauksen jälkeen on myös kriittinen: arkkeja, joissa on jäännöskäämin kaarevuus tai aaltoilu, ei voida pinota tasaiselle korkeudelle, ja epätasainen pinopaine hylsyn kokoonpanon aikana aiheuttaa tärinää ja akustista melua käytössä.
Toimittajana, joka käsittelee sekä suunnattua että suuntaamatonta piiterästä, jossa on oma leikkaus- ja poikittaisleikkausominaisuus, tasainen sähkömagneettinen suorituskyky ja tasaisuus säilyvät jokaisessa asiakkaille valmistetussa kelassa ja levyssä. Tämä tarkoittaa, että hankintaryhmät saavat materiaalia, joka on valmis syötettäväksi suoraan leimauslinjoille ilman lisäkorjausta tai lajittelua.
Sovellukset, joissa suunnattu piiteräskela on oikea valinta
Suunnatun piiteräksen suuntaavuus tarkoittaa, että se toimii parhaiten sovelluksissa, joissa magneettivuo seuraa kiinteää reittiä ja suunnittelija voi kohdistaa laminaatit niin, että valssaussuunta on sama kuin vuon suunta. Seuraavat sovellukset hyötyvät jatkuvasti suunnatusta piiteräskelasta.
- Tehomuuntajat: Siirto- ja tuotantolaitosten suuret nosto- ja alas-muuntajat toimivat jatkuvasti suurilla vuotiheyksillä. Suunnatun piiteräksen pieni ydinhäviö vähentää suoraan tyhjäkäyntihäviöitä, jotka kulkevat ympäri vuorokauden kuormitustasosta riippumatta.
- Jakomuuntajat: Pylväisiin asennettuja ja tyynyihin asennettuja jakelumuuntajia on käytössä valtava määrä sähköverkoissa. Jopa vaatimattomat vähennykset yksikkökohtaisessa sydänhäviössä moninkertaistuvat merkittäviksi verkonlaajuisiksi energiansäästöiksi, mikä tekee orientoidusta piiteräksestä vakiomateriaalivalinnan tähän sovellukseen.
- Instrumenttimuuntajat: Virtamuuntajat ja jännitemuuntajat vaativat tarkan signaalin toiston useissa kuormitusolosuhteissa. Suunnatun piiteräksen suuri läpäisevyys pienillä vuontiheydillä tukee näiden laitteiden vaatimaa mittauslineaarisuutta.
- Reaktorisydämet ja induktorit: Sovellukset, jotka vaativat suurta induktanssia pienellä häviöllä tehotaajuudella, hyötyvät suunnatuista arvoista, erityisesti kun sydämen tilavuus ja paino ovat rajoitettuja.
- Muuntajien laminointiytimet erikoislaitteisiin: Äänimuuntajat, hitsausmuuntajat ja vetomuuntajat asettavat kukin erityisiä suorituskykyvaatimuksia, jotka suunnattu piiteräs täyttää luotettavammin kuin suuntaamattomat vaihtoehdot.
Mitä tulee tarkistaa hankittaessa orientoitua piiteräskelaa
Suunnatun piiteräskelan hankkiminen toimittajalta, joka ymmärtää sekä materiaalin että sen loppupään valmistuskontekstin, vähentää laaturiskiä ja yksinkertaistaa toimitusketjua. Seuraava tarkistuslista kattaa tarkastuskohdat, jotka kokeneet hankinta- ja suunnittelutiimit priorisoivat ennen kuin sitoutuvat lähteeseen.
- Tehdassertifikaatin jäljitettävyys: Jokaisen kelan mukana tulee olla asiakirjat, jotka yhdistävät sen tiettyyn myllyn lämpöön ja vahvistavat ilmoitetun laadun, paksuuden ja sydämen häviötestitulokset.
- Pinnoitteen eheys: Eristävän pinnoitteen tulee olla jatkuva, eikä siinä saa olla naarmuja tai irtoamista, joka vaarantaisi kootun ytimen välisen laminoinnin kestävyyden.
- Paksuustoleranssi: Varmista, että toimittaja pitää paksuuden vaihtelua asiaankuuluvassa standardissa määritellyn toleranssialueen sisällä, koska liiallinen vaihtelu vaikuttaa suoraan laminointikertoimeen ja pinon korkeuden ennustettavuuteen.
- Raesuuntamerkintä: Suunnattu piiteräskela must be clearly marked to indicate the rolling direction so that laminations are stamped and stacked with the correct grain orientation relative to the flux path.
- Pakkaus- ja käsittelystandardit: Kelat, jotka saapuvat kuljetusvaurion, liiallisen kosteuden tai mekaanisen muodonmuutoksen kanssa ulkokääreisiin, aiheuttavat materiaalia, jota ei voida käyttää luotettavasti vahingoittuneisiin osiin.
Työskentely toimittajan kanssa, joka yhdistää piiteräsmateriaalin toimitukset sekä suoran kokemuksen leimaamisesta ja hylsyn valmistuksesta, sulkee informaatiokuilun, joka usein vallitsee materiaalispesifikaatioiden ja tuotantotodellisuuden välillä. Kun toimittaja ymmärtää, mitä tulevan kelan todella täytyy tehdä leimauslinjalla ja valmiin sydämen sisällä, hankinnan aikana annetut ohjeet perustuvat toiminnalliseen tietämykseen pelkän teoreettisen spesifikaation sijaan.
Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
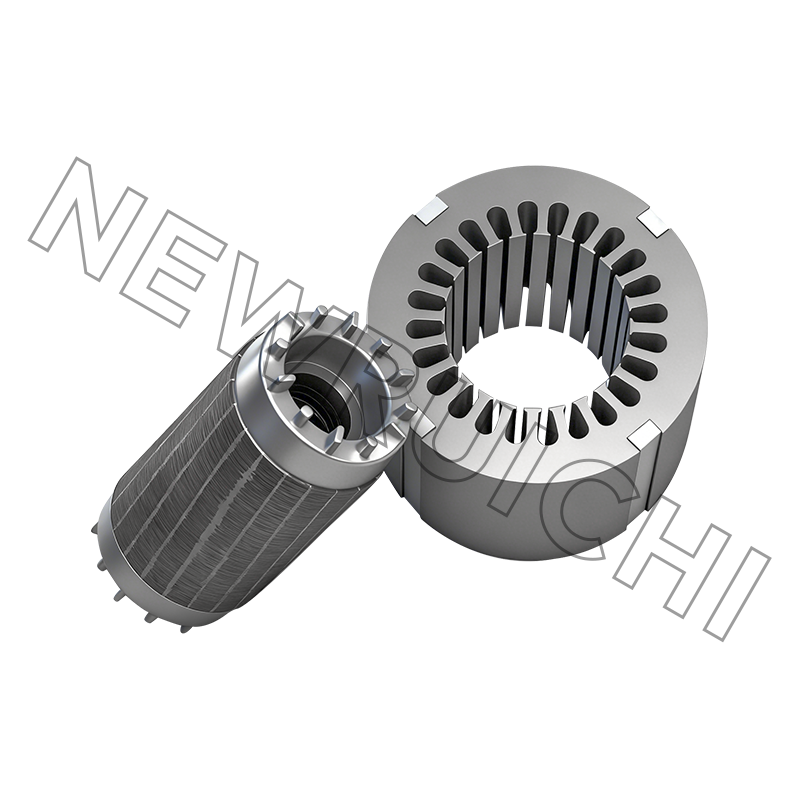
Staattori- ja roottoriytimien valmistajat
