Servomoottorin staattorisydän- ja roottorilaminointi
Miksi moottorin staattorin ydin määrittää servojärjestelmän suorituskyvyn
Kaikissa tarkkuusliikejärjestelmissä servomoottori toimii käyttönivelenä – muuntaa sähköisen syötön ohjatuksi mekaaniseksi tehoksi millisekuntitason herkkyydellä. Konversioprosessin keskellä on moottorin staattorin ydin: kiinteä magneettinen rakenne, joka tuottaa pyörivän sähkömagneettisen kentän, joka ohjaa roottoria. Sen geometria, materiaaliominaisuudet ja valmistustarkkuus määräävät yhdessä, kuinka tehokkaasti ja tarkasti energian muuntaminen tapahtuu.
Hyvin suunniteltu staattorisydän tekee muutakin kuin johtaa magneettivuon. Se muokkaa tämän vuon tilajakaumaa ilmaraon poikki, mikä vaikuttaa suoraan vääntömomentin lineaarisuuteen, takaisin-EMF-aaltomuodon laatuun ja moottorin kykyyn ylläpitää tarkkaa asennon hallintaa vaihtelevissa kuormitusolosuhteissa. Robottikäsivarsissa, CNC-työstökeskuksissa ja nopean kierron automatisoiduissa kokoonpanolinjoissa – ympäristöissä, joissa paikannustarkkuus mitataan mikrometreinä ja sykliajat millisekunteina – staattorin ydin ei ole hyödykekomponentti. Se on tarkkuussuorituskykyelementti.
Valmistajat, jotka pitävät staattorisydämen valintaa ja määrittelyä suunnittelupäätöksenä hankintapäätöksen sijaan, saavuttavat jatkuvasti parempia järjestelmätason tuloksia: pienempi vääntömomentin aaltoilu, pienempi lämmönkertymä ja pidemmät käyttövälit huoltojaksojen välillä.
Materiaalin valinta: Vähähäviöisen magneettisen suorituskyvyn perusta
Laminointimateriaalin magneettiset ja sähköiset ominaisuudet asettavat ehdottoman katon moottorin tehokkuudelle ja dynaamiselle vasteelle. Servomoottorin staattorin ja roottorin laminoinnissa korkealäpäisevä piiteräs – tyypillisesti suuntaamaton sähköteräs, jonka piipitoisuus vaihtelee 2–3,5 % – on materiaali tarkkuusservosovelluksissa.
Piiseos vaimentaa pyörrevirtahäviöitä lisäämällä sähkövastusta, kun taas korkean läpäisevyyden laatu varmistaa, että magneettipiiri kyllästyy korkeammilla vuotiheyksillä, mikä mahdollistaa enemmän vääntömomenttia ydintilavuusyksikköä kohti. Tärkeimmät suorituskykyparametrit, jotka määritetään laminointimateriaalia hankittaessa, ovat:
- Ydinhäviö (W/kg) — mitattu ominaisvuon tiheydellä ja taajuudella (esim. 1,0 T 50 Hz:llä tai 400 Hz suurnopeuksilla sovelluksissa); pienempi sydänhäviö vähentää lämmöntuotantoa ja parantaa tehokkuutta käyttönopeudella
- Suhteellinen läpäisevyys (μr) - suurempi läpäisevyys vähentää magnetomotorista voimaa, joka tarvitaan tietyn vuontiheyden saavuttamiseen, mikä mahdollistaa tehokkaamman vääntömomentin muodostuksen
- Laminoinnin paksuus — ohuemmat laminaatit (0,20 mm, 0,27 mm, 0,35 mm) vähentävät pyörrevirtahäviöitä korkeammilla sähkötaajuuksilla; sopiva paksuus riippuu moottorin nimellisnopeudesta ja ohjauskaistanleveydestä
- Eristyspinnoite — kerrosten välinen eristys (yleensä C-5- tai C-6-luokan pinnoite) estää pyörrevirtoja muodostamasta siltaa pinottujen laminointien välillä ja säilyttää kootun sydämen aiotut häviöominaisuudet
Ultranopeille servomoottoreille, jotka toimivat yli 10 000 kierrosta minuutissa, tavanomaisen piiteräksen tilalle voidaan valita amorfisia metalliseoksia tai koboltti-rautalaatuja, mikä tarjoaa huomattavasti pienemmän ydinhäviön korkeilla taajuuksilla vastaavalla kustannuslisäyksellä.
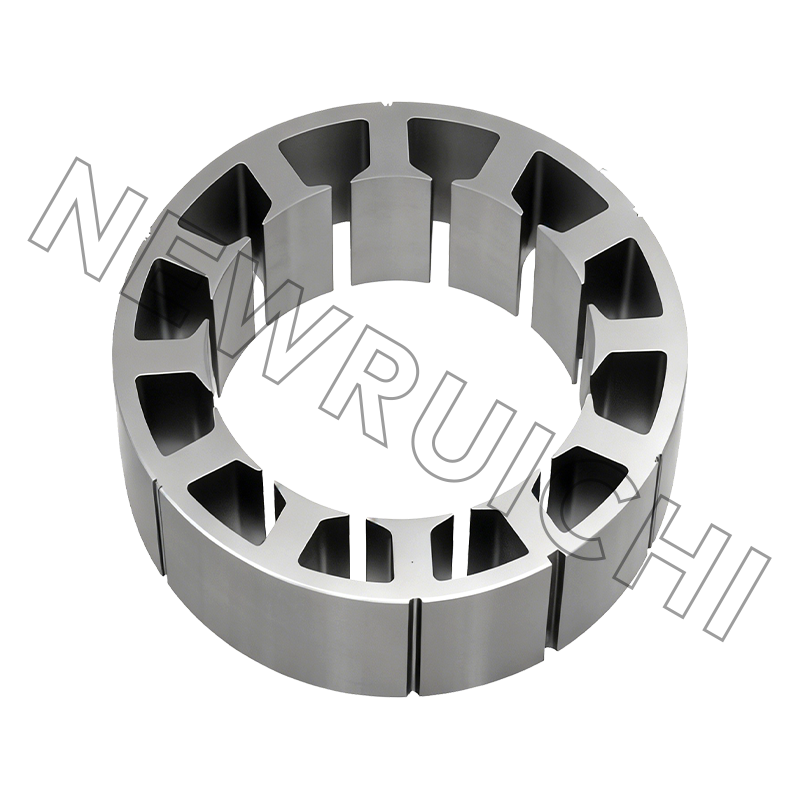
Tarkkuusleimaus: Kuinka valmistusprosessi ajaa mittojen yhdenmukaisuutta
Siirtyminen raakasähköteräksestä valmiiksi servomoottorin staattorin ja roottorin laminointi vaatii tarkkuusleimausteknologiaa, joka pystyy pitämään tiukat geometriset toleranssit suurilla tuotantomäärillä. Laminaatioiden mittojen epäjohdonmukaisuus – vaihtelut raon geometriassa, hampaiden leveydessä tai ulkohalkaisijassa – muuttuu suoraan magneettiseksi epäsymmetriaksi kootussa ytimessä, mikä aiheuttaa harmonista vääristymää ilmavälivuon ja mitattavissa olevia lisäyksiä vääntömomentin aaltoilussa.
Progressiivinen stanssaus on hallitseva tuotantomenetelmä servomoottorien laminoinnissa, ja se tarjoaa suorituskyvyn ja toistettavuuden, joita vaaditaan tasaisen laadun saavuttamiseksi mittakaavassa. Tärkeimmät leimauksen aikana ohjattavat mittaparametrit ovat:
- Raon geometrian toleranssi — raon leveys ja syvyys vaikuttavat suoraan käämin täyttökertoimeen ja vuopolun reluktanssiin; tyypilliset toleranssitavoitteet servolaatuisille laminoinneille ovat ±0,02 mm tai tiukempi
- Purseen korkeuden säätö — liialliset purseet leimausleikkausvyöhykkeestä lisäävät laminoinnin tehollista paksuutta, vaarantavat eristyksen eheyden ja luovat jännityskeskittymiä, jotka lisäävät hystereesihäviötä; purseen korkeus säädetään tyypillisesti arvoon ≤0,05 mm
- Tasaisuus ja kaarevuus — Epätasaiset laminaatit aiheuttavat pinoamisen epätasaisuutta, mikä aiheuttaa roottorin epäkeskisyyttä ja tärinää käyttönopeudella; tasaisuuspoikkeama määritellään tyypillisesti 0,1 mm:n sisällä laminoinnin halkaisijan 100 mm:ä kohti
- Sisä- ja ulkohalkaisijan samankeskisyys — kriittinen tasaisen ilmavälin ylläpitämiseksi roottorin kehän ympärillä, mikä säätelee suoraan ilmavälin vuotiheyden aaltomuodon spatiaalista harmonista sisältöä
Tasaiset reunat, jotka saavutetaan kontrolloidulla meistinvälysyksellä ja säännöllisellä meistin huollolla, edistävät myös mekaanista tasapainoa nopean pyörimisen aikana, mikä vähentää tärinän herätevoimia, jotka muutoin johtaisivat kuuluvaan ääneen ja kiihtyneeseen laakerien kulumiseen.
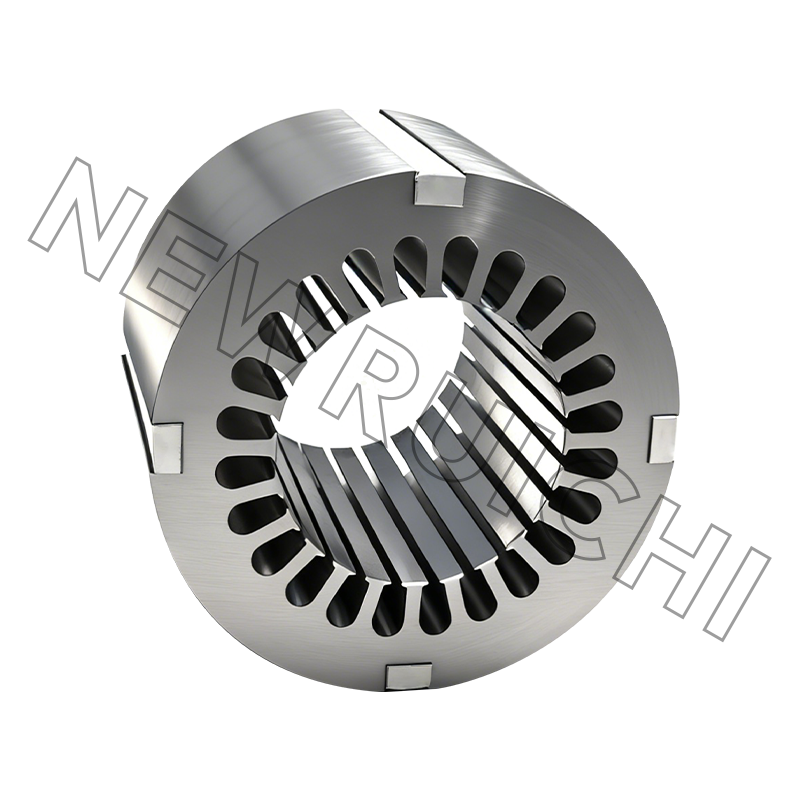
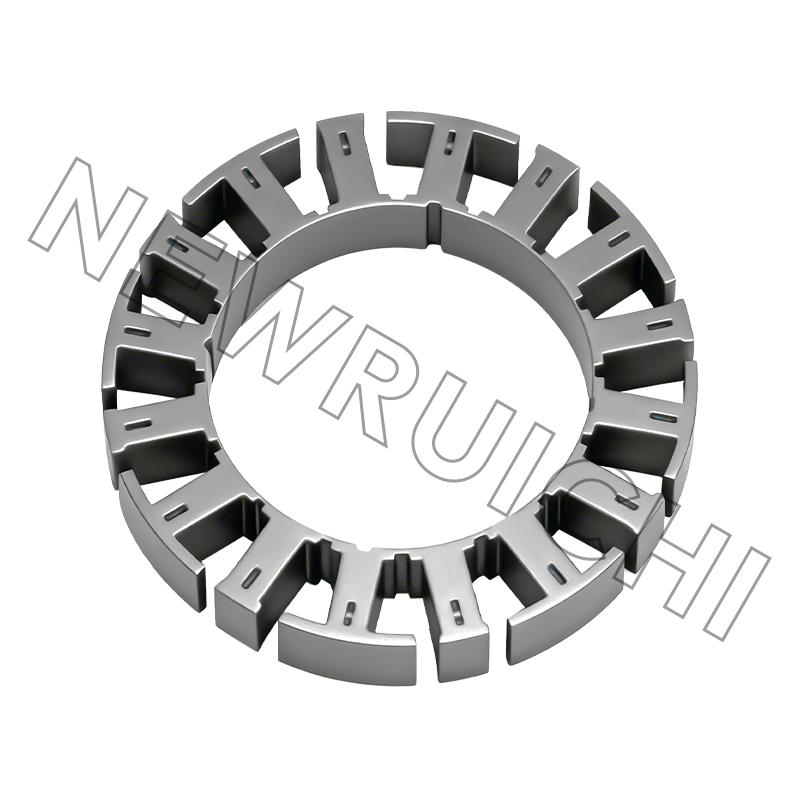
Staattorin roottorin ydinsuunnittelu: napa-ura-sovitus ja magneettipiirin optimointi
The staattorin roottorin ydin konfiguraatio – staattorin rakojen lukumäärän, roottorin napojen lukumäärän ja niiden geometrisen suhteen yhdistelmä – on ensisijainen suunnittelumuuttuja, joka ohjaa vääntömomentin aaltoilun suuruutta, hammastusmomenttia ja käämin induktanssia servomoottoreissa. Tämän yhdistelmän saaminen oikeaan ei ole pelkästään korkean napamäärän tai suuren slottimäärän valinta; se edellyttää staattorin MMF-jakauman ja roottorin vuokuvion välisten harmonisten vuorovaikutusten systemaattista arviointia.
Alla on yhteenveto servomoottorimalleissa käytetyt yleiset napa-ura-yhdistelmät ja niiden suorituskykyominaisuudet:
| Napa / Slot -yhdistelmä | Hammastusmomentti | Käämitystekijä | Tyypillinen sovellus |
|---|---|---|---|
| 8P / 12S | Matala | 0.866 | Yleiskäyttöinen servo, robotiikka |
| 10P / 12S | Erittäin matala | 0.933 | Erittäin tarkka paikannus, suoraajo |
| 6P / 9S | Keskikokoinen | 0.866 | Kompakti servo, lääketieteelliset laitteet |
| 14P / 12S | Erittäin matala | 0.933 | Matala-speed high-torque, collaborative robots |
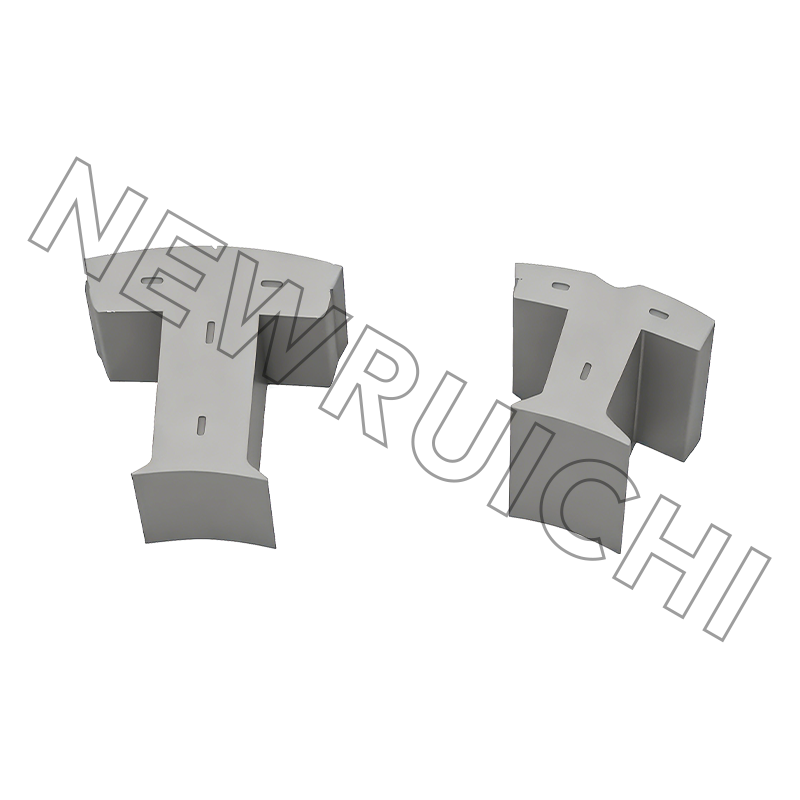
Napaura-valinnan lisäksi staattorin roottorin sydämen geometrian lisäsuunnitteluominaisuuksia, mukaan lukien staattorin uran vino, roottorin magneetin vino ja hampaiden kärjen viiste, käytetään edelleen vaimentamaan hammastusmomentin harmonisia. Nämä geometriset tarkennukset toteutetaan laminointileimausvaiheessa, jolloin niiden tarkka toteutus riippuu samasta edellisessä osiossa käsitellystä mittatarkkuudesta.
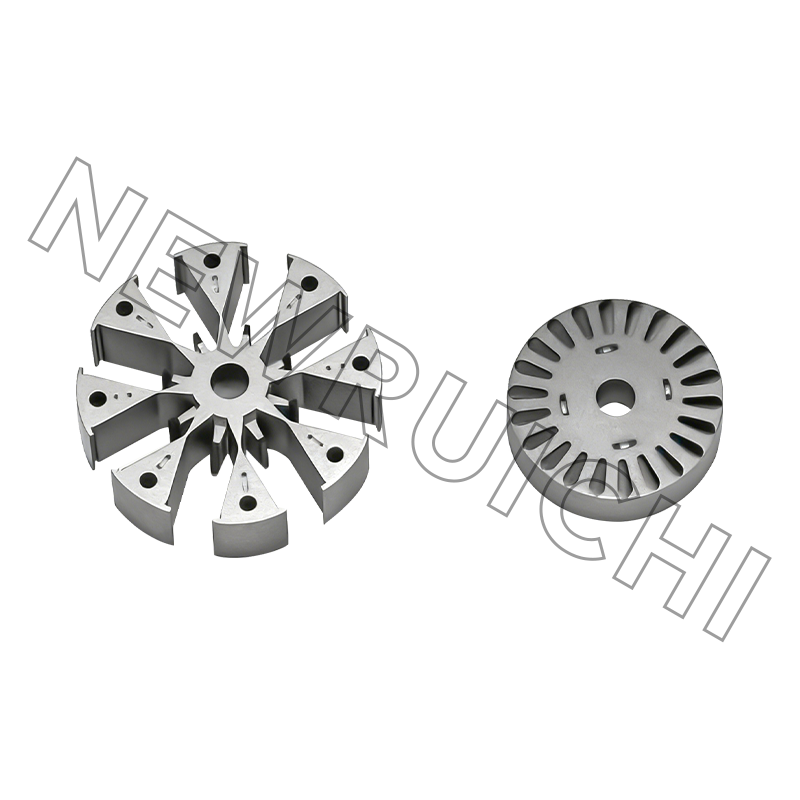
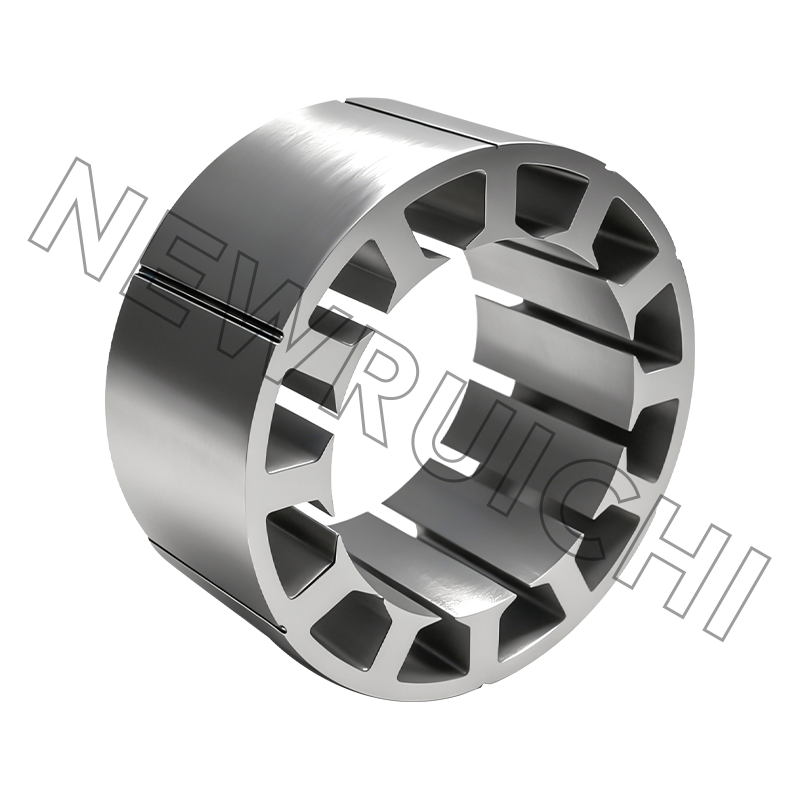
Pinoaminen, liimaus ja ytimen kokoaminen: laminoinneista toiminnallisiin ytimiin
Yksittäiset servomoottorin staattori- ja roottorilaminaatiot saavuttavat täyden toiminnallisen arvonsa vain, kun ne kootaan yhtenäiseksi pinottuksi ytimeksi, jossa on tasainen laminaarien välinen kosketus ja tarkka aksiaalinen kohdistus. Valittu kokoonpanomenetelmä vaikuttaa mekaaniseen eheyteen, magneettiseen suorituskykyyn ja soveltuvuuteen loppupään valmistusprosesseihin, mukaan lukien käämitys ja roottorin tasapainotus.
Servolaatuisten ytimien ensisijaiset pinoamis- ja sidontamenetelmät ovat:
- Lukitus (itsekiinnittyvä) — leimatut kuopat tai kielekkeet lukitsevat vierekkäiset laminaatit pinoamisen aikana, mikä takaa mekaanisen koheesion ilman liimaa tai kiinnikkeitä; yleisin menetelmä suurien volyymien tuotannossa nopeuden ja kustannustehokkuuden ansiosta
- Laserhitsaus — aksiaaliset hitsaushelmet, jotka levitetään pinotun sydämen ulkohalkaisijaa pitkin; tuottaa jäykän kokoonpanon, jolla on hyvä mittapysyvyys, vaikka hitsin aiheuttama jännitys voi hieman lisätä paikallista sydänhäviötä vaurioituneilla alueilla
- Liimaus (liimattu laminointipino) — laminointipintojen väliin levitetyt anaerobiset tai epoksiliimat; eliminoi hitsauksesta tai lukituksesta aiheutuvan mekaanisen rasituksen säilyttäen jokaisen laminoinnin täydelliset magneettiset ominaisuudet; suositaan erittäin hiljaisille ja erittäin tarkkille servoytimille
- Asennus pulttien läpi — laminaatit kohdistettuna tarkkuuskaran päälle ja kiinnitetty läpimenevillä pulteilla; käytetään ensisijaisesti suurempiin runkokokoihin, joissa lukitus tai hitsaus on epäkäytännöllistä
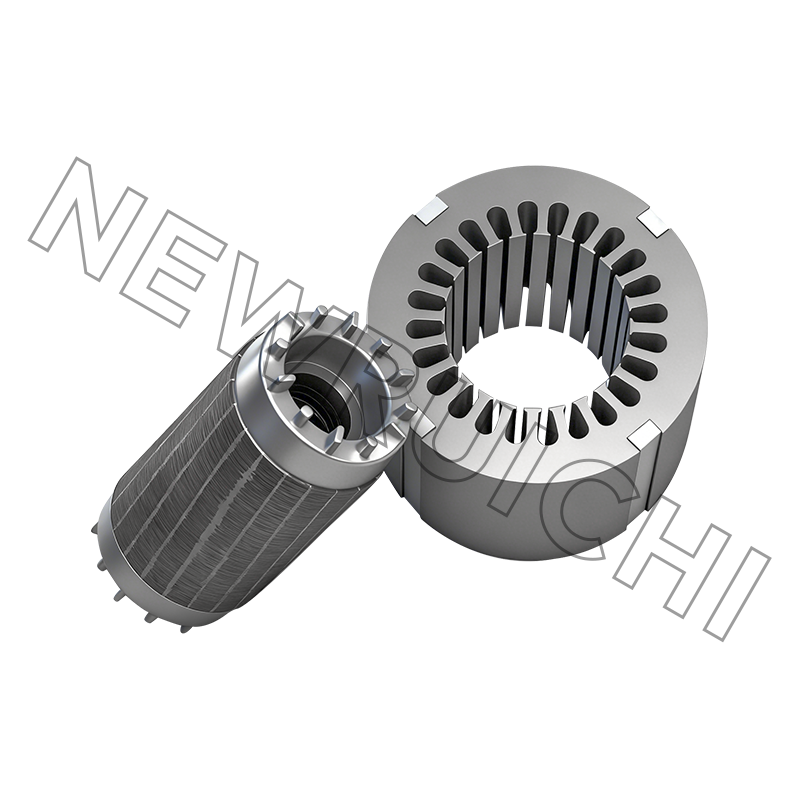
Kestomagneettiservomoottoreiden roottoriytimissä tarkka aksiaalinen pinoaminen on erityisen tärkeää. Virhe roottorin laminointipinon ja magneetin kiinnitysgeometrian välillä aiheuttaa epäsymmetrisiä vuopolkuja, jotka lisäävät sekä hammastusmomenttia että akustista melua käytön aikana.
Servomoottorin laminointigeometrian mukautusvaihtoehdot
Vakiolaminointigeometriat kattavat yleisimmät servomoottorien runkokoot ja napa-ura-kokoonpanot, mutta monet tarkkuusliikesovellukset vaativat räätälöityjä laminointimalleja tiettyjen suorituskyky-, pakkaus- tai integrointivaatimusten täyttämiseksi. Laminointigeometrian räätälöinti on saatavilla seuraaville mitoille:
- Ulko- ja sisähalkaisija — räätälöity tiettyjen moottorin rungon mittojen tai suorakäytön integrointirajoitusten mukaan
- Raon muoto ja aukon leveys — optimoitu tietyille käämilangan mittareille, täyttökertoimille ja raon vuodon induktanssitavoitteille
- Hampaiden kärjen geometria — viisteen kulma ja kärjen leveys on säädetty tasapainottamaan hammastusmomentin vähennystä vuotiheyttä vastaan hampaan kärjen alueella
- Roottorimagneettitaskun geometria — sisäisten kestomagneettien (IPM) roottorirakenteissa taskun muoto määrittää vuon esteen tehokkuuden ja näkyvyyssuhteen, jotka molemmat vaikuttavat reluktanssin vääntömomentin osuuteen ja dynaamisen ohjauksen kaistanleveyteen
- Pinon pituus — säädetty vastaamaan vääntömomenttitiheystavoitteita aksiaalisten pakkausrajoitusten puitteissa
Prototyyppityökaluja räätälöityihin laminointigeometrioihin voidaan valmistaa suhteellisen alhaisin kustannuksin käyttämällä lanka-EDM:ää tai laserleikkausta alkuperäistä validointia varten, ja progressiivinen meistityökalu otetaan käyttöön, kun geometria on vahvistettu. Tämän kaksivaiheisen lähestymistavan avulla moottorisuunnittelijat voivat toistaa laminointigeometriaa sitoutumatta ennenaikaisesti suuriin työkaluinvestointeihin.
Suorituskykytulokset: mitä korkealaatuiset ytimet tarjoavat sovelluksessa
Materiaalin valinnan, mittatarkkuuden, optimoidun napa-urasuunnittelun ja huolellisen kokoonpanon kumulatiivinen vaikutus on mitattavissa järjestelmätasolla. Servomoottorit, jotka on rakennettu korkealaatuisille moottorin staattorisydämille ja tarkkuusleimatuille laminoinneille, osoittavat johdonmukaisesti seuraavat suorituskykyominaisuudet verrattuna moottoreihin, joissa käytetään huonommin eriteltyjä ytimiä:
- Alennettu vääntömomentin aaltoilu — mahdollistaa tasaisemmat liikeprofiilit robottiliitoksissa ja lineaarisissa asemointivaiheissa, mikä hyödyttää suoraan pinnan viimeistelyn laatua koneistussovelluksissa ja ratatarkkuutta poiminta- ja paikka-automaatiossa
- Alempi käyttölämpötila — Pienempi sydänhäviö merkitsee vähemmän lämmöntuotantoa nimelliskuormituksella, pidentää käämin eristyksen käyttöikää ja mahdollistaa suuremmat jatkuvat käyttöjaksot ilman alentumista
- Nopeampi dynaaminen vaste — pienempi magneettihäviö ja suurempi läpäisevyys parantavat moottorin vääntömomentin vakiovakautta koko käyttönopeusalueella, mikä tukee tiukempia virtasilmukan kaistanleveyksiä servokäytössä
- Vähentynyt tärinä ja akustinen melu - Hallittu laminoinnin tasaisuus, tasaiset raon reunat ja tarkka roottorin tasapaino vaimentavat mekaaniset herätevoimat, jotka synnyttävät kuuluvaa kohinaa, mikä on vaatimus lääketieteellisissä, puolijohde- ja yhteistyörobotiikkasovelluksissa.
- Tasainen erästä toiseen suorituskyky — tiukat mittatoleranssit tuotantoajoissa varmistavat, että moottorin suorituskykyparametrit pysyvät määritelmien sisällä koko tuotantoohjelman ajan, mikä vähentää yksittäisen moottorin kalibroinnin tarvetta järjestelmän integrointivaiheessa
Nopeissa valmistusympäristöissä, joissa servomoottorit voivat suorittaa kymmeniä miljoonia paikannusliikkeitä vuodessa, nämä suorituskykyedut lisäävät järjestelmän käyttöikää – vähentävät energiankulutusta, pidentävät huoltovälejä ja parantavat kokonaiskustannuksia verrattuna moottoreihin, jotka on rakennettu heikomman spesifikaation staattorin roottorin ydinkomponenteille.
Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Staattori- ja roottoriytimien valmistajat
