Miksi moottorinvalmistajat vaihtavat asennusvalmiin valmiisiin ytimiin?
Yksittäisten laminointien lisäksi: valmiit ydinkokoonpanot
Vuosikymmenten ajan moottorinvalmistajat hankkivat yksittäisiä laminaatteja ja hoitivat kaikki loppupään pinoamis-, kohdistus- ja kiinnitystoiminnot talon sisällä. Vaikka tämä lähestymistapa tarjosi maksimaalista joustavuutta, se toi myös huomattavan monimutkaisuuden: useiden osaprosessien koordinointi, työkalujen ylläpito jokaisessa kokoonpanovaiheessa, käyttäjien kouluttaminen eri tekniikoiden käyttöön ja laadun hallinta jokaisessa vaiheessa ennen kuin yksi käyttökelpoinen ydin syntyi. Kun tuotekehityssyklit tiivistyvät ja toimitusketjut vaativat suurempaa erikoistumista, tehokkaampi malli on vallannut – malli on rakennettu asennusvalmiiden valmiiden ytimien ja valmiiden moottoriydinkokoonpanojen ympärille, jotka saapuvat tuotantolinjalle täysin prosessoituina ja välittömästi käyttökelpoisina.
Tämä muutos ei ole vain mukavuuskysymys. Se edustaa perustavanlaatuista muutosta siinä, miten moottorinvalmistajat allokoivat suunnitteluresursseja, hallitsevat riskejä ja nopeuttavat markkinoille tuloa. Kun ydin – minkä tahansa sähkömoottorin tai generaattorin magneettisesti ja mekaanisesti kriittisin elementti – toimitetaan vakaana, optimoituna rakenteena löysä laminoinnin sijaan, jokaisesta seuraavasta moottorin kokoonpanon vaiheesta tulee nopeampi, toistettavampi ja helpompi valvoa laatua. Ymmärtäminen, mitä näiden kokoonpanojen valmistukseen kuuluu, ja kuinka valita niille oikea kumppani, on nyt strateginen prioriteetti suunnittelu- ja hankintatiimeille kaikkialla moottoriteollisuudessa.
Mitä asennusvalmiit valmiit ytimet todellisuudessa sisältävät
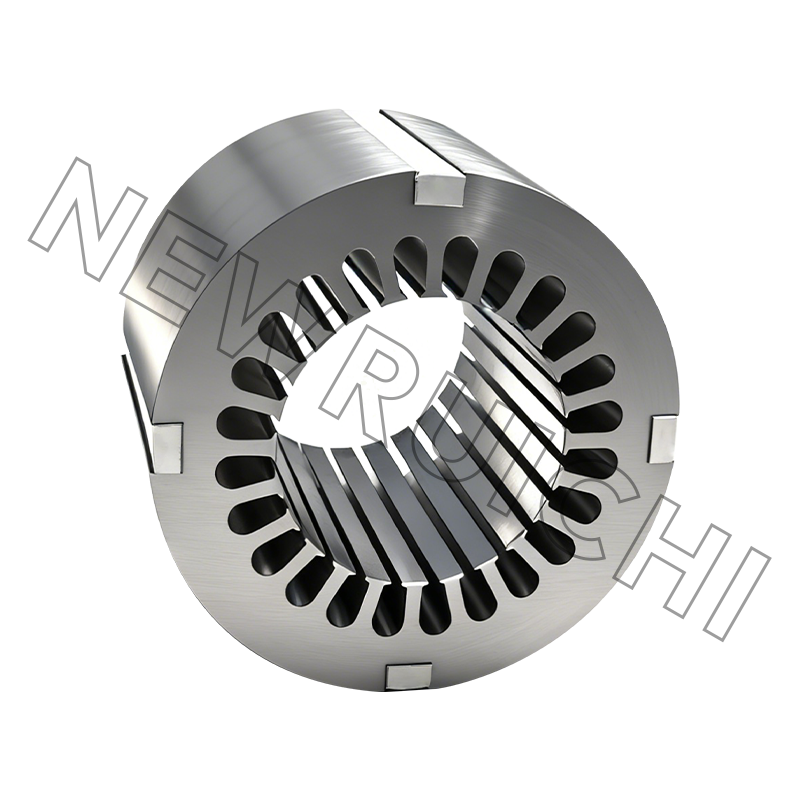
Termi asennusvalmiit valmiit ytimet kattaa laajan valikoiman toimituksia, joita yhdistää periaate, jonka mukaan ydin saapuu asiakkaan toimipisteeseen tilassa, joka ei vaadi rakenteellista lisäkäsittelyä ennen kokoonpanon aloittamista. Perustasolla tämä tarkoittaa tarkasti pinottua ja kiinnitettyä laminointipakkausta – mutta käytännössä "valmiin" sisältö vaihtelee huomattavasti moottorityypin, sovelluksen ja asiakkaan vaatimusten mukaan.
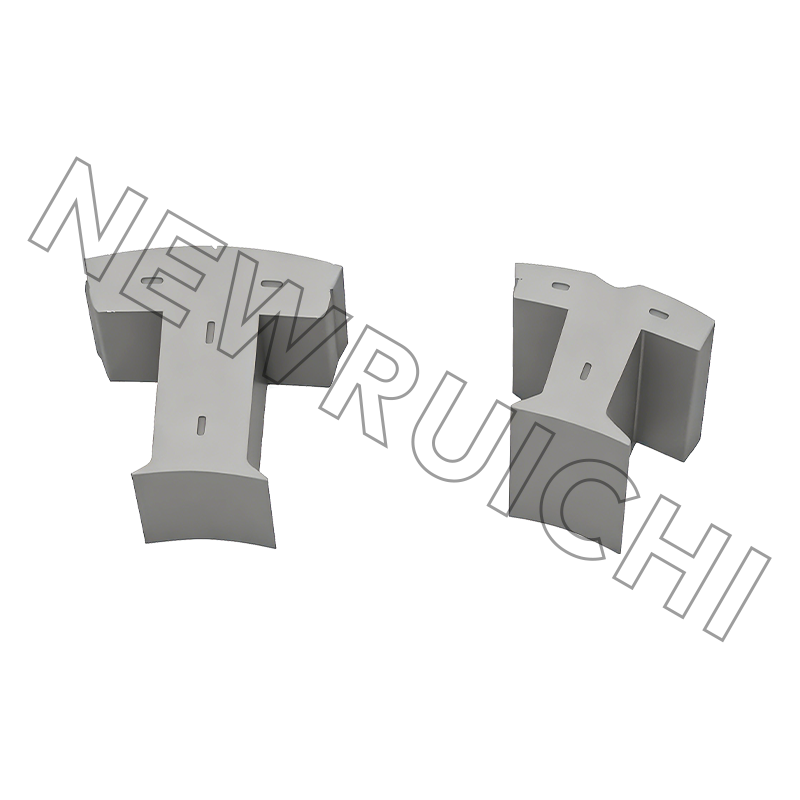
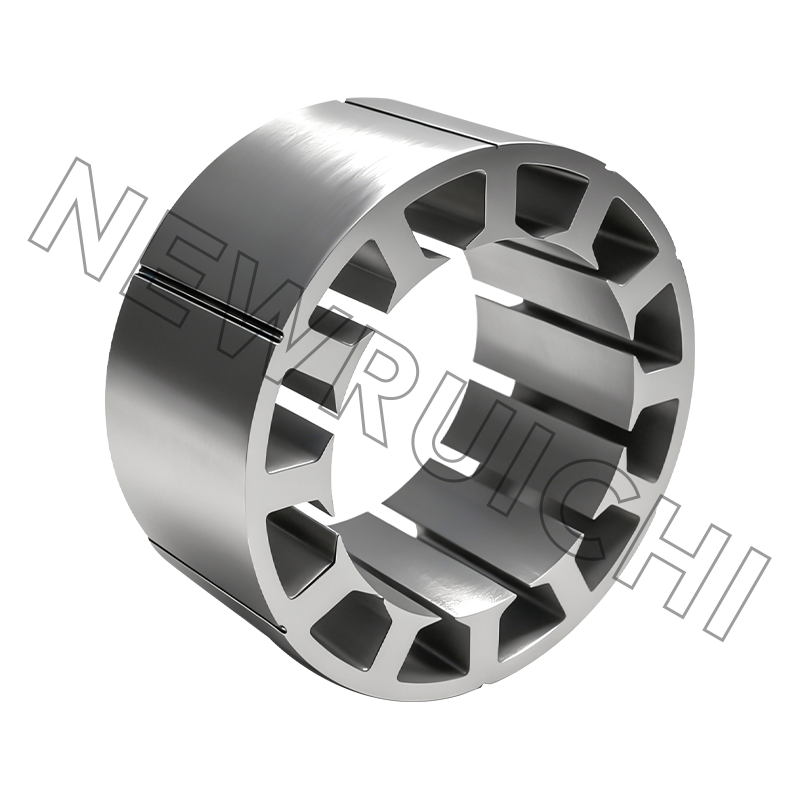
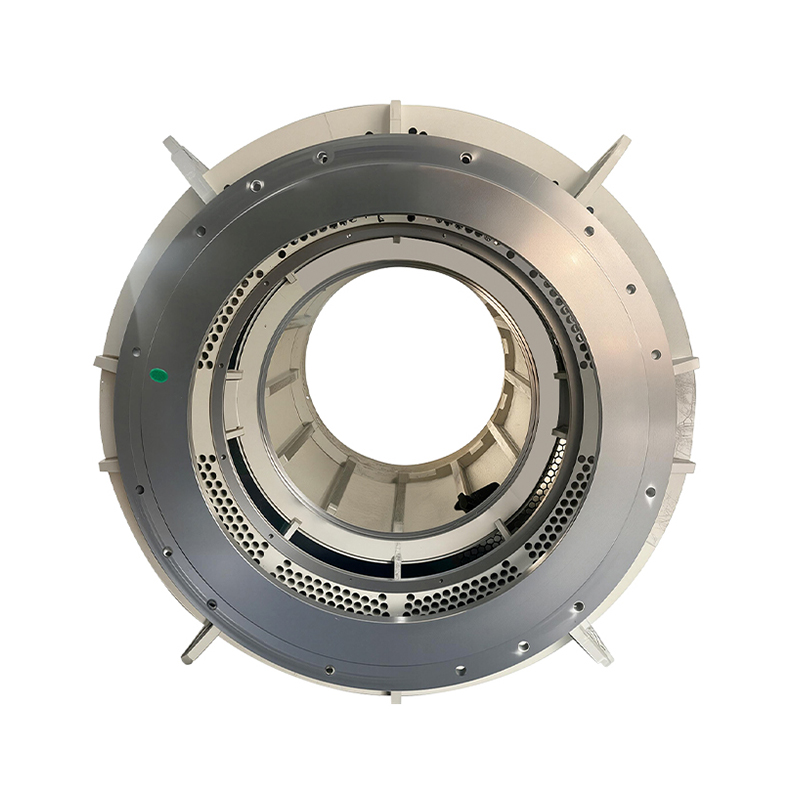
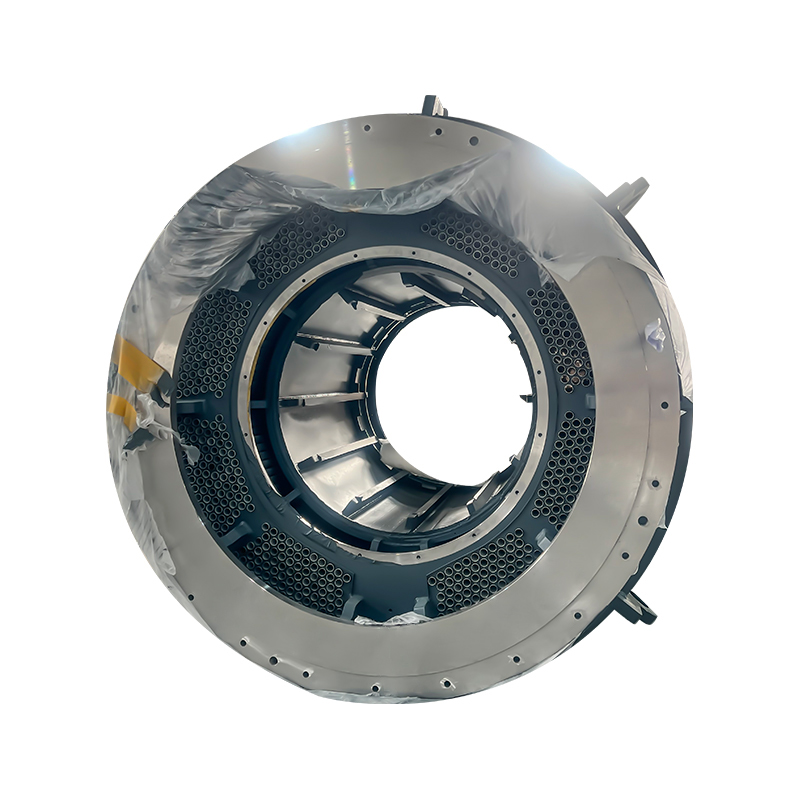
Täysin toteutettu valmis ydin sisältää tyypillisesti useita prosessivaiheita, jotka muutoin kuuluisivat moottorin valmistajalle. Pinoaminen kohdistaa yksittäiset laminaatit tarkkoihin pyörimis- ja aksiaalisiin suuntiin saavuttaakseen pinon tavoitekorkeuden ja magneettisen symmetrian. Niittaus lukitsee laminointipinon mekaanisesti yhteen suurella puristusvoimalla, mikä varmistaa mittavakauden moottorin toiminnan tärinän ja lämpökierron alaisena. Hitsaus, joka levitetään ulkokehällä tai määrätyissä hitsauspisteissä, lisää rakenteellista eheyttä korkean jännityksen sovelluksissa. Liimaus – käyttämällä laminointikerrosten välisiä erikoisliimoja – on yhä useammin määritelty meluherkissä sovelluksissa, koska se eliminoi laminaattien välisen mikrovärähtelyn, joka vaikuttaa kuuluvaan moottorin ääneen ja rautahäviöön. Näiden erityisten suunnitteluvaatimusten mukaisesti valittujen ja sekvensoitujen tekniikoiden yhdistelmä muuttaa irtonaisen sähköteräspinon vakaaksi, optimoiduksi magneettisydänrakenteeksi.
Ydinkokoonpanoprosessit: pinoaminen, niittaus, hitsaus ja liimaus
Jokainen neljästä ensisijaisesta kokoonpanoprosessista tuo valmiille ytimelle erilliset ja ei-vaihdettavat ominaisuudet. Oikean yhdistelmän valitseminen – tai sen ymmärtäminen, miksi toimittaja on määritellyt tietyn lähestymistavan – vaatii selvyyttä siitä, mitä kukin prosessi saavuttaa ja mitä kompromisseja se tuo mukanaan.
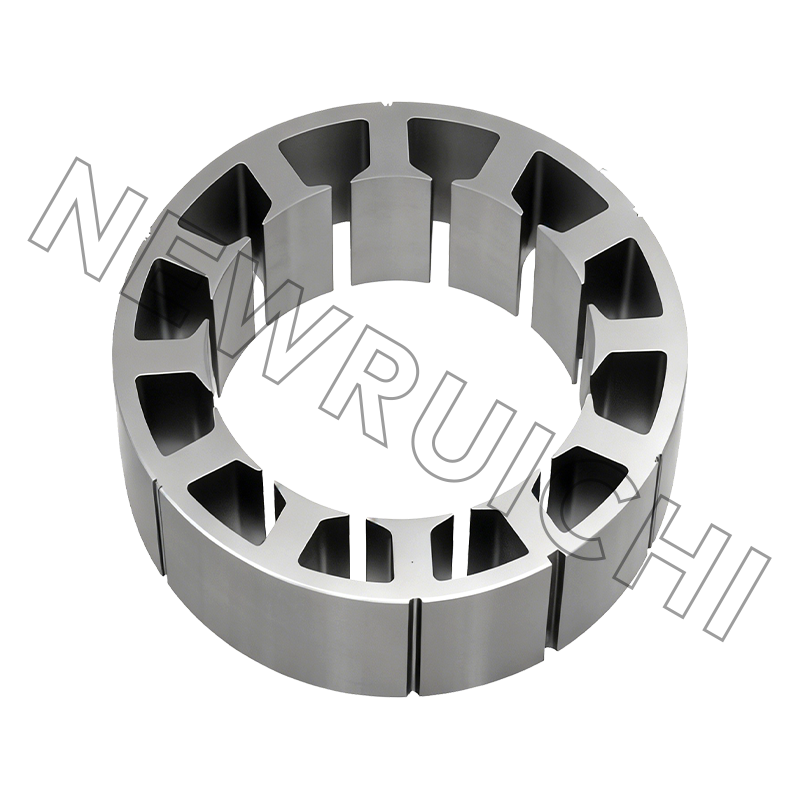
Pinoaminen ja suunnanhallinta
Tarkkuus pinoaminen on jokaisen ydinkokoonpanoprosessin perusta. Laminaatiot on kohdistettava tiukoilla kulma- ja aksiaalisilla toleransseilla, jotta voidaan varmistaa, että uran geometriat, hammasprofiilit ja ikeen mitat ovat yhdenmukaiset koko pinon korkeudella. Pienetkin kohdistusvirheet kerääntyvät satoihin laminointiin, jolloin muodostuu porrastettuja pintoja, jotka vaikeuttavat käämin asettamista ja heikentävät magneettivuon tasaisuutta. Automaattisia pinoamisjärjestelmiä, joissa on visioohjattu kohdistus ja prosessinaikainen korkeusmittaus, käytetään valmiiden moottorisydänkokoonpanojen suuren volyymin tuotannossa ylläpitämään toleransseja, joita käsin pinoamalla ei voida luotettavasti saavuttaa.
Niittaus mekaanisen eheyden takaamiseksi
Niittaus kuljettaa teräs- tai alumiininiitit laminointipinoon valmiiksi lävistettyjen reikien läpi ja muuttaa niitin päät hallitulla voimalla luoden puristetun kokoonpanon, joka vastustaa aksiaalista irtoamista ja suhteellista laminointiliikettä. Tämä prosessi on nopea, kustannustehokas ja laajasti sovellettavissa staattorin ja roottorin sydängeometrioihin. Niitin kuvio, materiaali ja kiristysvoima on suunniteltu säilyttämään pinon eheys luomatta oikosulkureittejä laminointien välille – keskeinen sähkömagneettisen suorituskyvyn näkökohta, joka on tasapainotettava mekaanisten vaatimusten kanssa jokaisessa mallissa.
Hitsaus korkean jännityksen sovelluksiin
Laserhitsaus ja TIG-hitsaus pitkin staattorisydämien ulkohalkaisijaa tai pitkin roottoriytimien aksiaalisia hitsauslinjoja tarjoavat suuremman liitoksen lujuuden kuin niittaus yksinään, joten hitsatut kokoonpanot ovat ensisijainen valinta nopeille moottoreille, vetosovelluksille ja voimakkaalle tärinälle alttiissa ympäristöissä. Hitsauksen tunkeutumissyvyys, vanteen geometria ja lämmöntuotto ovat tiukasti kontrolloituja lämpövääristymien minimoimiseksi ja laminaarien välisten johtavien siltojen muodostumisen estämiseksi, mikä lisää pyörrevirtahäviöitä.
Liimaus melun ja tehokkuuden optimoimiseksi
Laminointien välinen liimaus – käyttämällä lämpökovettuneita tai UV-kovettuneita rakenneliimoja – eliminoi mekaaniset kosketusrajapinnat, jotka ovat tärinän aiheuttaman melun ensisijainen lähde perinteisissä niitatuissa tai hitsatuissa ytimissä. Sidotut ytimet jakavat myös puristusjännityksen tasaisesti laminointipinnalle sen sijaan, että ne keskittyisivät niitti- tai hitsauspisteisiin, mikä vähentää paikallisia jännityksen aiheuttamia magneettisen koersitiivin lisääntymistä. Ensiluokkaisissa sähköajoneuvojen vetomoottoreissa, LVI-kompressorimoottoreissa ja tarkkuusservokäytöissä yhteenliitetyt, asennusvalmiit valmiit ytimet parantavat mitattavissa olevia parannuksia sekä akustisessa suorituskyvyssä että moottorin yleisessä tehokkuudessa.
Valinnaiset lisäosat: Akselin kokoonpano ja eristyskäsittely
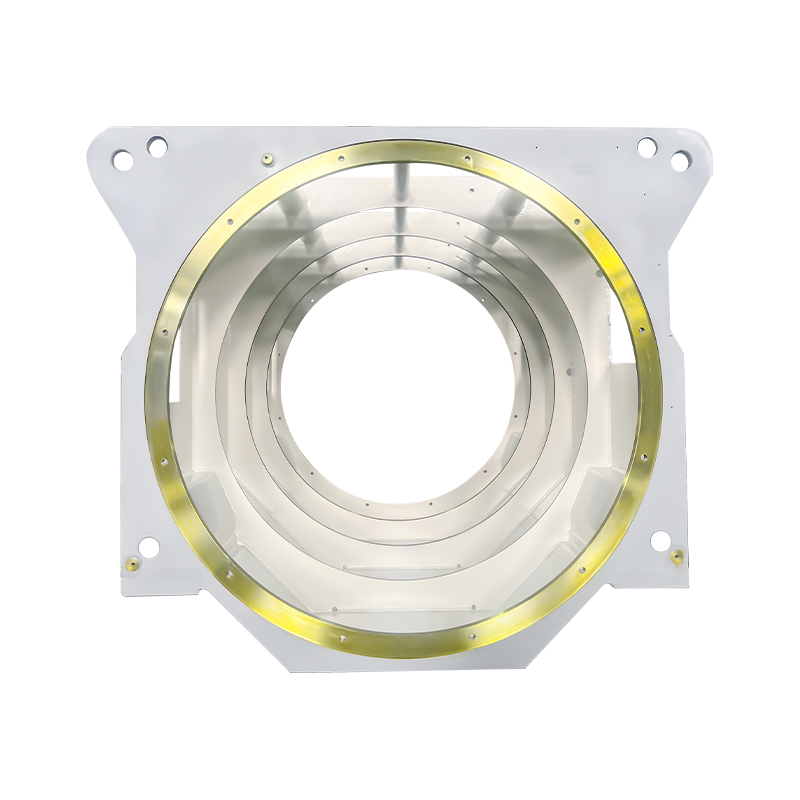
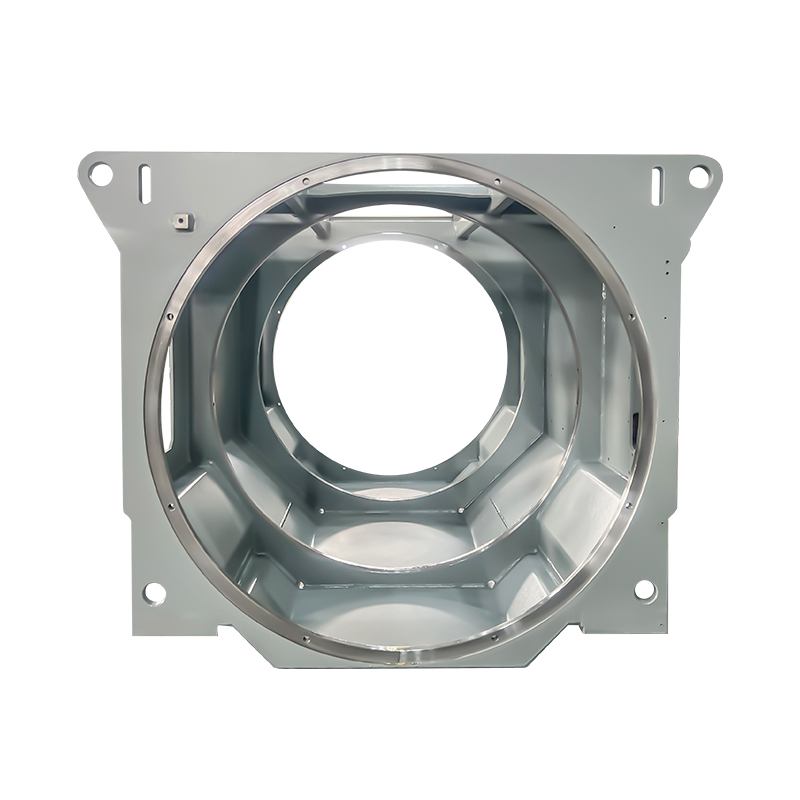
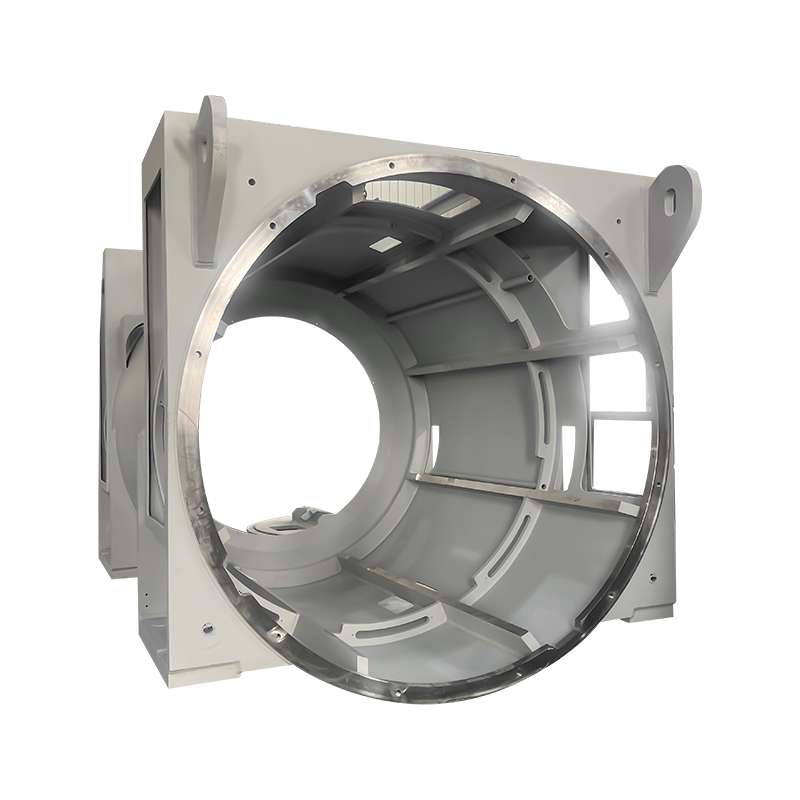
Ydinkiinnitysprosessien lisäksi toimittajat Valmiit moottorin ydinkokoonpanot tarjoavat yhä enemmän integroituja lisäpalveluita, jotka supistavat entisestään asiakkaan sisäistä kokoonpanotyötä. Kaksi vaikuttavimmista vaihtoehdoista ovat akselin kokoaminen ja eristyskäsittely – jotka molemmat, kun ne suoritetaan ydintoimittajatasolla, eliminoivat kokonaiset prosessivaiheet moottorinvalmistajan tuotantolinjalta.
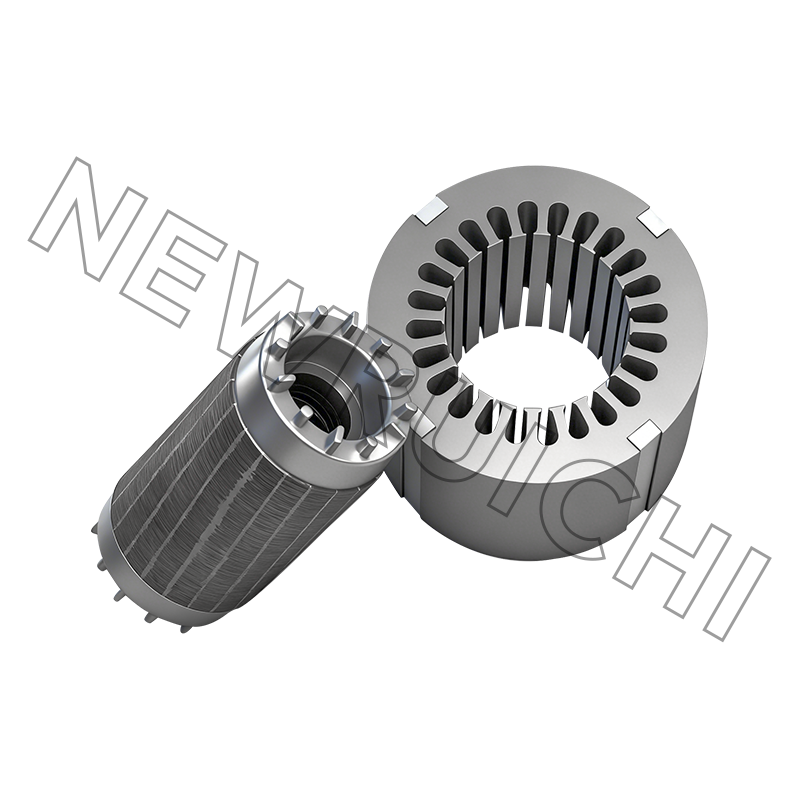
- Akselin kokoonpano: Roottorin sydämen puristaminen tai kutistuminen moottorin akseliin vaatii tarkan häiriösovituksen hallinnan, erikoispuristuslaitteita ja huolellisen lämmönhallinnan laminointivaurioiden välttämiseksi. Kun ytimen toimittaja suorittaa tämän toimenpiteen, asiakas saa tasapainotetun roottoriosakokoonpanon valmiina laakeriasennukseen. Tämä poistaa teknisesti vaativan prosessin kokoonpanolinjalta, josta saattaa puuttua erikoistyökaluja sen luotettavaan suorittamiseen mittakaavassa.
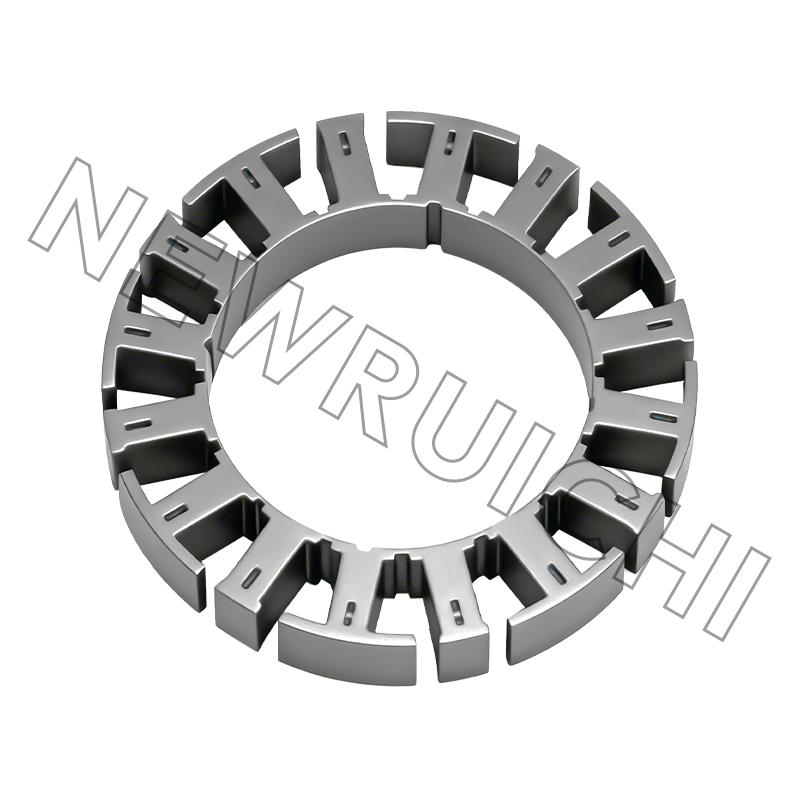
- Eristyskäsittely: Urojen eristys – käytettiinpä sitä esimuodostettuna eristepaperina, jauhemaalauksena tai nestemäisenä epoksikyllästyksenä – suojaa käämitysjohtimia sähköiseltä kosketukselta sydänteräksen kanssa ja tarjoaa eristeen, jota tarvitaan moottorin pitkäaikaiseen luotettavuuteen. Kun hylsyjä vastaanotetaan, joissa on jo asennettu rakoeristys, käämitysoperaattorit voivat aloittaa kelan asentamisen välittömästi ilman eristyksen välivalmisteluvaihetta, joka muuten vaatisi erillisiä laitteita ja laadunvarmistusta.
- Pintakäsittely ja pinnoitus: Korroosionestopinnoitteet, maalipinnoitteet tai anodisointi voidaan levittää ydinkokoonpanoon ennen toimitusta, mikä eliminoi käsittely- ja peittotoimenpiteet moottorin kokoonpanolaitoksessa ja varmistaa yhtenäisen kosmeettisen ja suojaavan viimeistelyn jokaiselle yksikölle.
- Mitta- ja magneettinen tarkastus: Lähetystä edeltävät tarkastusraportit – mukaan lukien pinon korkeus, reiän halkaisija, samankeskisyys ja mitatut ydinhäviötiedot – antavat moottorinvalmistajille saapuvat laatuasiakirjat, joita tarvitaan kokoonpanojen hyväksymiseksi suoraan tuotantoon ilman ylimääräisiä saapuvia tarkastusvaiheita.
Kuinka valmiit ydinkokoonpanot lyhentävät tuotteiden lanseerausaikatauluja
Yksi painavimmista argumenteista asennusvalmiiden valmiiden ytimien ja valmiiden moottoriydinkokoonpanojen hankinnan puolesta on suora vaikutus uusien tuotteiden kehitysnopeuteen. Kun moottorinvalmistajat ovat vastuussa kaikista ydinprosessointivaiheista sisäisesti, jokainen uusi tuotesuunnittelu edellyttää pinoamiskiinnikkeiden, niittityökalujen, hitsausparametrien ja eristyssovellusprosessien pätevyyttä – validointitaakka, joka voi lisätä viikkoja tai kuukausia kehitysaikatauluun, ennen kuin yksi tuotantotarkoitusprototyyppi kootaan.
Tämän monimutkaisuuden ulkoistaminen kokeneelle ydinkokoonpanotoimittajalle siirtää nämä pätevöintitaakka laitokseen, jossa on vakiintuneet prosessit, validoidut laitteet ja omistautunut suunnittelutiimi. Moottorivalmistaja saa valmiit kokoonpanot, jotka ovat jo läpäisseet mitta- ja magneettisen karakterisoinnin, mikä mahdollistaa välittömän siirtymisen käämitykseen, kyllästykseen ja järjestelmätason testaukseen. Iteratiiviset suunnittelumuutokset – urageometrian säädöt, pinon korkeuden vaihtelut tai materiaalilaadun päivitykset – voidaan toteuttaa nopeasti ilman, että moottorin valmistajan on hyväksyttävä sisäinen työkalu uudelleen. Tämä ketteryys on erityisen arvokasta kilpailluilla markkinoilla, joilla kyky viedä uusi moottorimalli prototyypistä tuotantoon mahdollisimman lyhyessä ajassa on suora kaupallinen etu.
Toimitusmallien vertailu: löysä laminointi vs. valmiit kokoonpanot
Päätös irtonaisten laminointien hankinnan ja valmiiden moottoriydinkokoonpanojen hankinnan välillä on viime kädessä strateginen päätös, jossa tasapainotetaan sisäinen kapasiteetti, tuotantomäärä, laadunvalvontavaatimukset ja toimitusketjun riski. Seuraavassa taulukossa on yhteenveto tärkeimmistä eroista kahden toimitusmallin välillä moottorinvalmistajien kannalta tärkeimmillä mitoilla:
| Mitat | Löysät laminaatit | Valmiit moottorin ydinkokoonpanot |
| Sisäiset työkalut vaaditaan | Korkea — pinoaminen, niittaus, hitsauskiinnikkeet kaikki tarpeellinen | Matala – toimittaja hallinnoi työkaluja |
| Kokoonpanolinjan monimutkaisuus | Korkea – tarvitaan useita prosessivaiheita ennen käämitystä | Matala – ydin toimitetaan heti käyttövalmiina |
| Laadunvalvontapisteet | Monet — jokainen sisäinen prosessivaihe on tarkistettava | Vähemmän – toimittajan vahvistama ennen toimitusta |
| Uuden tuotteen julkaisunopeus | Hitaampi — vaaditaan sisäinen prosessin pätevyys | Nopeammin – toimittaja hoitaa pätevyyden |
| Soveltuu pienille ja keskisuurille volyymeille | Tehokkaampi – korkeat kiinteät yksikkökustannukset | Soveltuu hyvin – ei vaadi kiinteitä työkaluinvestointeja |
| Suunnittelun joustavuus | Korkea – täydellinen prosessiparametrien sisäinen valvonta | Korkea – muutokset toteutetaan yhteistyössä toimittajan kanssa |
Oikean valmiin ydinkokoonpanokumppanin valitseminen
Valmiin moottorisydänkokoonpanon laatu on erottamaton sitä valmistavan toimittajan kyvyistä ja prosessikurista. Potentiaalisen kumppanin arvioiminen edellyttää hintaa ja toimitusaikaa pidemmälle katsomista, jotta voidaan arvioida heidän teknisen valmiutensa syvyyttä koko kokoonpanoprosessin ketjussa. Keskeisiä kriteerejä ovat käytettävissä olevien kiinnitystekniikoiden valikoima – pelkkää niittausta tarjoava toimittaja ei voi palvella sovelluksia, joissa liimaus tai hitsaus on teknisesti välttämätöntä – sekä pinoamis- ja kohdistusjärjestelmien tarkkuus ja toistettavuus, lähestymistapa prosessin sisäiseen laadunvalvontaan ja kyky toimittaa dokumentoituja mitta- ja magneettisuorituskykytietoja jokaisen lähetyksen yhteydessä.
Yhtä tärkeää on toimittajan tekninen tukikyky. Parhaat asennusvalmiiden valmiiden ytimien toimittajat toimivat yhteistyössä suunnittelukumppaneina, jotka antavat tietoa laminoinnin geometriasta, pinon korkeuden optimoinnista, prosessin valinnasta ja materiaalilaadun valinnoista moottorin kehitysvaiheen aikana – ei vain kiinteän piirustuksen suorittamista suunnitelman jäädyttämisen jälkeen. Tämä varhainen osallistuminen mahdollistaa suunnittelut, jotka on optimoitu sekä moottorin suorituskyvyn että valmistustehokkuuden kannalta, mikä vähentää suunnitteluiteraatioihin liittyviä kustannuksia ja aikaa, jotka olisi voitu ennakoida aikaisemmalla toimittajasuhteella. Autonvalmistajille, jotka ovat sitoutuneet lyhentämään tuotteiden julkaisuaikaa ja parantamaan valmiiden kokoonpanojensa yhtenäisyyttä, tämän kyvykkyyden omaavan toimittajan valinta on yksi hankintaprosessin tehokkaimmista päätöksistä.

Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Staattori- ja roottoriytimien valmistajat
