Piiteräskelat ja lämpölaajenemisopas
Miksi lämpölaajeneminen on kriittinen muuttuja piiterässovelluksissa
Kun insinöörit valitsevat materiaaleja sähkömoottorisydämille, muuntajien laminoinneille ja generaattoristaattoreille, sähkömagneettiset ominaisuudet, kuten sydämen häviö ja magneettinen läpäisevyys, hallitsevat keskustelua. Silti yksi mekaaninen ominaisuus määrää johdonmukaisesti, toimiiko hyvin suunniteltu magneettipiiri luotettavasti koko käyttöikänsä: teräksen lämpölaajenemiskerroin . varten piiteräskelat Laminointipinoiksi käsiteltynä lämpölaajenemisen ymmärtäminen ei ole toissijainen huolenaihe – se on mittojen stabiilisuuden, kokoonpanon sopivuuden ja pitkäaikaisen sähkömagneettisen yhtenäisyyden perusta.
Lämpölaajenemiskerroin (CTE) kuvaa, kuinka paljon materiaali laajenee tai supistuu pituusyksikköä kohti kullakin lämpötilanmuutosasteella, ilmaistuna yksikköinä μm/(m·°C) tai 10⁻⁶/°C. Normaalin hiiliteräksen CTE on noin 11-12 × 10⁻⁶/°C . Piiteräksellä – rautaa, johon on seostettu 1,5–4,5 % piitä – CTE on hieman pienempi, tyypillisesti välillä 10–11,5 × 10⁻⁶/°C , riippuen piipitoisuudesta ja rakeiden suunnasta. Tällä vähennyksellä, vaikka se onkin vaatimaton absoluuttisesti mitattuna, on mitattavissa olevia seurauksia, kun laminointipinot toimivat laajoilla lämpötila-alueilla, kuten tapahtuu sähköajoneuvojen vetomoottoreissa tai suurissa tehomuuntajissa, jotka ovat alttiina kuormitusjaksoille.
Kuinka piipitoisuus muuttaa teräksen lämpölaajenemiskerrointa
Piin lisäyksillä raudassa on kaksi tarkoitusta: ne lisäävät sähköistä ominaisvastusta (vähentävät pyörrevirtahäviöitä) ja muuttavat kidehilan rakennetta tavoilla, jotka vaikuttavat sekä magneettiseen anisotropiaan että lämpökäyttäytymiseen. Kun piipitoisuus kasvaa 1 %:sta 4,5 %:iin, lejeeringin CTE laskee asteittain. Tämä johtuu siitä, että piiatomit, jotka ovat pienempiä kuin rautaatomit, vääristävät kehokeskeistä kuutiohilaa (BCC) ja jäykistävät atomien välisiä sidoksia, mikä vähentää termisesti indusoidun atomivärähtelyn amplitudia.
CTE-muunnelma piiteräslaaduissa
| Materiaali | Si-pitoisuus (%) | CTE (×10⁻⁶/°C) | Tyypillinen käyttö |
|---|---|---|---|
| Vähähiilinen teräs | 0 | 11.7–12.0 | Yleinen rakenteellinen |
| Suuntamaton piiteräs (matalalaatuinen) | 1,5–2,5 | 11.0–11.5 | Pienet moottorit, liitäntälaitteet |
| Suuntamaton piiteräs (korkealaatuinen) | 2,5–3,5 | 10,5–11,0 | EV-ajomoottorit, generaattorit |
| Raeorientoitunut piiteräs (GO) | 3,0–3,5 | 10.0–10.8 | Teho- ja jakelumuuntajat |
| Erittäin läpäisevä GO (HiB) | 3,0–3,5 | 10.0–10.5 | Suuret tehomuuntajat |
Mittaussuunnalla on merkitystä myös viljasuuntautuneille lajeille. Koska Goss-rakenne kohdistaa rakeita pääasiassa valssaussuunnassa, CTE rullaussuunnassa ja poikittaissuunnassa eroavat hieman - tyypillisesti 0,3–0,5 × 10⁻⁶/°C. Tämä anisotropia on otettava huomioon suunniteltaessa muuntajaytimiä, jotka on koottu eri kulmista leikatuista nauhoista, koska differentiaalinen laajeneminen kuormituksen aikana voi aiheuttaa kerrosten välistä jännitystä ja nopeuttaa eristeen pinnoitteen väsymistä.
Laminointipinon kokoonpanon lämpölaajenemisen käytännön seuraukset
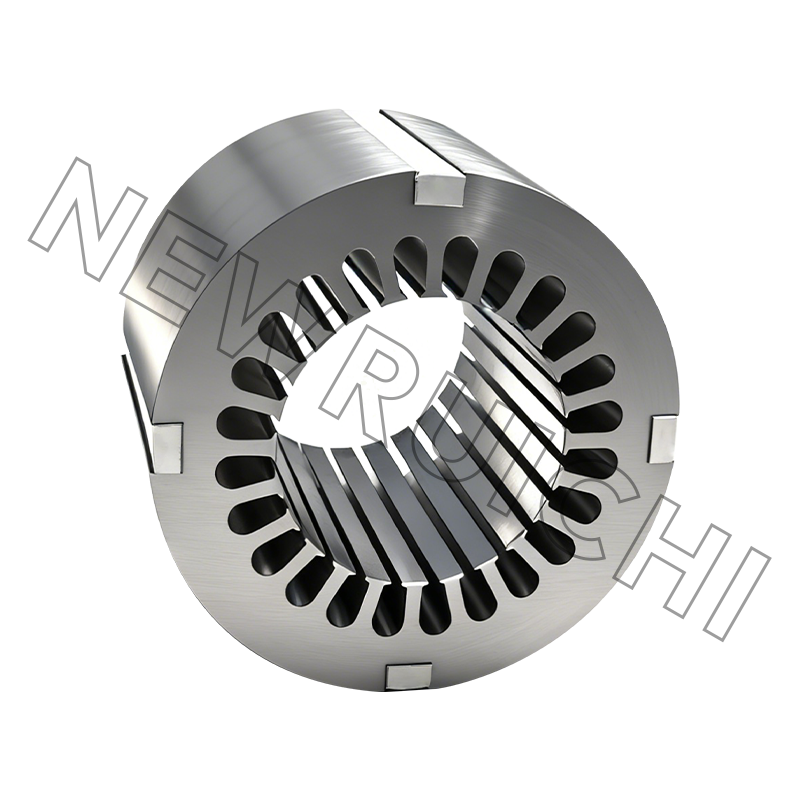
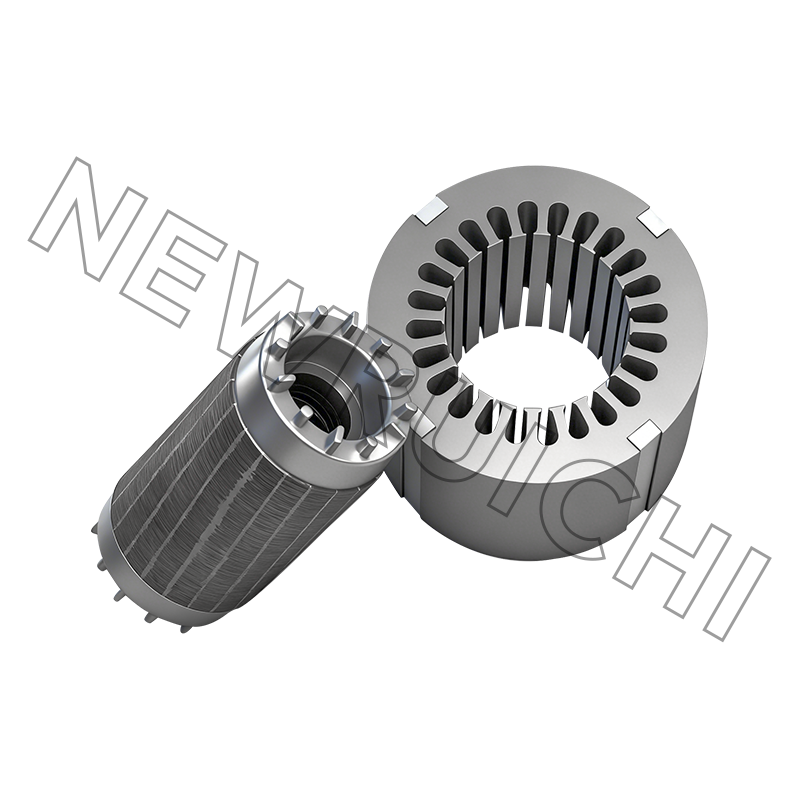
Nopean sähköauton vetomoottorin laminointipino voi sisältää 150–400 yksittäistä laminointia, joista jokainen on lävistetty piiteräskelat ja pinottu tarkasti staattorin tai roottorin ytimen muodostamiseksi. Moottorikäytön aikana käämien resistiivinen kuumennus ja laminointien sydänhäviöt nostavat sisälämpötilaa 60–120 °C ympäristön yläpuolelle kuormituksesta ja jäähdytysjärjestelmän rakenteesta riippuen. Tämän lämpötilan nousun aikana jokainen laminointi laajenee teräksen lämpölaajenemiskerroin , ja pinon kumulatiivinen aksiaalinen kasvu on otettava huomioon kotelon suunnittelussa.
200 mm:n aksiaalisella pinolla, jossa käytetään piiterästä, jonka CTE on 10,8 × 10-⁶/°C ja lämpötilan nousu 100 °C, aksiaalinen kokonaislaajeneminen on noin 0,216 mm . Vaikka tämä saattaa tuntua merkityksettömältä, se vaikuttaa suoraan laminointipinon ja moottorin kotelon väliseen häiriösovitukseen – sovituksen, jonka on pysyttävä riittävän tiukkana, jotta vältetään liukuminen vääntömomentin alaisena, mutta se ei aiheuta tuhoavaa vannerasitusta lämpösyklin aikana. Puristussovitetta tai kutistesovitetta suunnittelevien insinöörien on laskettava piiteräsytimen ja alumiini- tai valurautakotelon välinen laajenemisero (jolla on huomattavasti korkeampi CTE, 21–24 × 10⁻⁶/°C alumiinille), jotta liitos pysyy vakaana koko käyttölämpötila-alueella.
Lämpölaajenemishäiriö ydin- ja kotelomateriaalien välillä
Piiteräksisten laminointipinojen ja alumiinisten moottorikoteloiden välinen CTE-ero on yksi yleisimmistä sähköautojen voimansiirron komponenttien mekaanisen väsymisen lähteistä. Käyttölämpötilassa alumiinikotelo laajenee noin kaksi kertaa niin paljon kuin piiteräsydin, mikä vähentää alkuperäistä häiriösovitusta. Jos alkuperäinen puristussovitus on alimääritetty, ydin voi löystyä korkeissa lämpötiloissa, jolloin syntyy tärinää, kulumista ja lopulta melua, joka on merkki rakenteellisesta viasta. Päinvastoin, jos sovitus on ylimääritetty kompensoimaan lämpörelaksaatiota, piiteräspinoon asennuksen aikana ja matalissa lämpötiloissa kohdistuva vannejännitys voi aiheuttaa laminoinnin reunojen delaminaatiota tai halkeilua. Tarkka tietämys teräksen lämpölaajenemiskerroin Käytettävän piiteräslaadun osalta — ei yleisen teräsarvon — kannalta on siksi olennainen syöttötieto kotelon toleranssilaskelmissa.
Kuinka leikkaus ja poikkileikkaustarkkuus vaikuttavat piiteräskelojen lämpötehoon
Laatu piiteräskelat leikkaus- ja poikkileikkausprosessista toimitettuna on suora vaikutus laminointipinojen termiseen käyttäytymiseen käytössä. Kolme erityistä laatuattribuuttia – tasaisuus, reunan kunto ja jäännösjännitys – vaikuttavat lämpölaajenemiseen sen määrittämiseksi, säilyttääkö meistetty laminaatti suunnitellun geometrian koko käyttölämpötila-alueella.
- Tasaisuus ja kelasarja: Piiteräskelat, joissa on liiallinen kelakiinnitys (jatkuva kaarevuus kelauksesta), tuottavat laminaatteja, jotka eivät ole täysin tasaisia tyhjennyksen jälkeen. Kun laminaatti, jossa on jäännöskaare, pinotaan ja puristetaan ytimeen, kerrosten välinen kosketus on epätasainen. Lämpösyklin aikana differentiaalinen laajeneminen kosketus- ja kosketuksettomilla vyöhykkeillä saa aikaan mikroskooppista suhteellista liikettä, joka asteittain heikentää eristepinnoitetta, lisää sydämen häviötä ajan myötä ja – äärimmäisissä tapauksissa – aiheuttaa kuultavaa magnetostriktiokohinaa.
- Halon reunan laatu: Viiltojen reunojen jäysteen korkeus määrittää suoraan kerrosten välisen etäisyyden pinotussa sydämessä. Korkeat purseet luovat paikallisia ilmarakoja, jotka vähentävät tehokasta pinoamiskerrointa – todellisen magneettisen materiaalin suhdetta pinon kokonaistilavuuteen. Kun ydin lämpenee ja jäähtyy, lämmön aiheuttama suhteellinen liike laminointien välillä voi saada pursekärjet tunkeutumaan vierekkäisten laminointien eristyspinnoitteeseen, jolloin syntyy sähköisiä oikosulkuja, jotka lisäävät dramaattisesti pyörrevirtahäviöitä ja nopeuttavat paikallista kuumenemista.
- Käsittelystä aiheutuva jäännösjännitys: Kylmäleikkaus ja poikittaisleikkaus aiheuttavat jäännösveto- ja puristusjännitykset leikattuihin reunoihin. Nämä jännitykset muuttavat paikallista magneettista läpäisevyyttä (magnetoelastinen vaikutus) ja ovat vuorovaikutuksessa lämmön aiheuttamien jännitysten kanssa käytön aikana tuottaen epätasaisen vuon jakautumisen laminointiin. Korkeataajuisissa sovelluksissa, kuten yli 10 000 rpm:n nopeissa moottoreissa, tämä epätasaisuus lisää mitattavasti sydämen häviötä ja vähentää tehokkuutta.
Ammattimaiset leikkaustoimenpiteet ratkaisevat kaikki kolme ongelmaa tarkasti säädetyn terävälyksen (yleensä 0,5–1,5 % materiaalin paksuudesta), jännityksen tasoittamisesta, jotta kelan kiinnitys korjataan ennen leikkausta, ja tarvittaessa reunojen purseenpoistolla. Tulos on piiteräskelat tasaisen sähkömagneettisen suorituskyvyn ja tasaisuuden ansiosta, jotka muuttuvat suoraan lämpövakaiksi, vähähäviöisiksi laminointipinoiksi.
Piiteräskelojen määrittäminen lämpöä vaativiin sovelluksiin
Kun hankitaan piiteräskelat sovelluksissa, joissa lämpökierto on vakavaa – sähköajoneuvojen vetomoottorit, suurtaajuiset invertterikäyttöiset moottorit, suuret tehomuuntajat tai teollisuusgeneraattorit – materiaalispesifikaatioissa tulee käsitellä nimenomaisesti sekä sähkömagneettisia että lämpömekaanisia vaatimuksia. Pelkästään laatumerkintöihin (kuten M270-35A tai 35W250) luottaminen ilman toimittajan CTE-tietojen, eristyspinnoitteen tyypin ja käsittelyn laadun tarkistamista voi johtaa kenttävirheisiin, joita on vaikea jäljittää materiaalin perimmäiseen syihin.
Seuraavat parametrit tulee vahvistaa piiteräksen toimittajalta ennen materiaalin valinnan viimeistelyä lämpöä vaativiin malleihin:
- Mitattu CTE-arvo tietylle laadulle ja paksuudelle: Pyydä testitietoja, älä käsikirjan arvioita, erityisesti korkeapiipitoisille laaduille, joissa erien välinen piipitoisuuden vaihtelu voi muuttaa teräksen lämpölaajenemiskerroin 0,3–0,5 × 10⁻⁶/°C.
- Eristyspinnoitteen lämpöstabiilisuusluokitus: C2-, C3-, C4- ja C5-pinnoitteet eroavat kestävyydestään jännityksenpoistohehkutuslämpötiloissa (tyypillisesti 750–850 °C). Jos leimauksen jälkeinen hehkutus on osa prosessia, pinnoitteen on kestettävä lämpökierto heikentämättä adheesiota tai laminaarien välistä kestävyyttä.
- Tasaisuustoleranssi ja pinoamiskertoimen takuu: Määritä tarkkuusytimille suurin sallittu keula pituusyksikköä kohti ja pienin pinoamiskerroin (esim. ≥ 97 %) varmistaaksesi lämpöstabiilin kerrosten välisen kosketuksen pinon poikki.
- Raon leveyden toleranssi ja jäysteen korkeusrajoitus: Tiukat raon leveyden toleranssit (±0,05 mm tai parempi) ja jäysteen enimmäiskorkeudet (yleensä ≤ 0,02 mm ohuille mittaleveille) ovat välttämättömiä tasaisen pinoamisen ylläpitämiseksi ja pinnoitteen vaurioiden estämiseksi käytön aikana.
Työskentely toimittajan kanssa, joka yhdistää syvän materiaaliosaamisen ammattimaiseen leikkaus- ja poikkileikkauskykyyn, poistaa materiaalisertifioinnin ja prosessivalmiiden kelojen laadun välisen kuilun. Kun teräksen lämpölaajenemiskerroin piiteräksestäsi tunnetaan tarkasti ja sinun piiteräskelat Toimitetaan todetun tasaisuuden ja reunan laadulla, lämpölaajenemisesta tulee hallittavissa oleva suunnittelumuuttuja eikä arvaamaton kenttävian lähde.

Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Staattori- ja roottoriytimien valmistajat
