Silicon Steel Transformer Core -osto-opas
Miksi ydinmateriaali ja käsittely määrittelevät muuntajan suorituskyvyn?
Missä tahansa muuntajassa sydän ei ole vain rakenteellinen komponentti - se on magneettimoottori, joka määrittää, kuinka tehokkaasti sähköenergia siirtyy ensiökäämistä toisiokäämiin. Sydänmateriaalin valinta, rakeiden suuntaus, laminointigeometria ja jälkikäsittely määräävät suoraan, kuinka paljon energiaa menetetään lämmönä käytön aikana, kuinka paljon akustista kohinaa yksikkö tuottaa kuormituksen alaisena ja kuinka luotettavasti muuntaja toimii vuosikymmeniä kestävän käyttöiän aikana. Tehomuuntajien, virtamuuntajien, reaktorien ja jakelulaitteiden ytimiä määrittäville insinööreille näiden muuttujien ymmärtäminen ei ole akateemista – se näkyy suoraan järjestelmän tehokkuudessa, käyttökustannuksissa ja yhä tiukempien energiastandardien noudattamisessa.
A piiteräksinen muuntajan ydin tarjoaa yhdistelmän ominaisuuksia, joita mikään muu kaupallisesti saatavilla oleva materiaali ei vastaa mittakaavassa: korkea magneettinen permeabiliteetti, hallittu kyllästysvuon tiheys, alhainen hystereesihäviö ja kyky käsitellä tarkkoja laminointigeometrioita. Oikealla raesuuntauksella ja pintakäsittelyllä valmistettuna piiteräsytimet ylittävät jatkuvasti vaihtoehtoja tehotaajuusalueella (50/60 Hz), joka määrittelee suurimman osan verkkoon kytketyistä sähkölaitteista.
Orientoitu vs. suuntaamaton piiteräs: oikean laadun valinta
Käytetään silikoniterästä muuntajan ytimet on saatavana kahdessa pohjimmiltaan erilaisessa mikrorakennemuodossa, joista kumpikin sopii erilaisiin sovelluksiin. Niiden välinen ero ei vaikuta pelkästään magneettisuuteen, vaan myös valmistusprosesseihin, joita tarvitaan raaka-aineen muuntamiseksi valmiiksi laminoinneiksi.
Raeorientoitunut silikoniteräs
Raeorientoitua (GO) piiterästä valmistetaan tarkasti kontrolloidulla valssaus- ja hehkutussekvenssillä, joka kohdistaa materiaalin magneettiset alueet pääasiassa valssaussuuntaa pitkin. Tämä kohdistus antaa GO-teräkselle sen määrittävän ominaisuuden: poikkeuksellisen pieni sydänhäviö ja korkea läpäisevyys, kun magneettivuo kulkee yhdensuuntaisesti valssaussuunnan kanssa. Käytännössä tämä tarkoittaa, että GO-teräs tuottaa parhaan suorituskyvyn muuntajan haaroissa ja haaroissa, joissa vuon reitti on hyvin määritelty ja olennaisesti yksisuuntainen.
Nykyaikaiset korkean permeabiliteetin (HiB) -laatuiset rakeiset piiteräkset saavuttavat vain 0,85 W/kg sydänhäviöt 1,7 T:n ja 50 Hz:n taajuudella, ja läpäisevyysarvot, joiden avulla suunnittelijat voivat pienentää sydämen poikkileikkauksia ja muuntajan kokonaispainoa magneettisesta suorituskyvystä tinkimättä. Nämä ominaisuudet tekevät GO-piiteräksestä parhaan materiaalin suuriin tehomuuntajiin, jakelumuuntajiin ja kaikkiin sovelluksiin, joissa tyhjäkäyntihäviöt on minimoitava, jotta se täyttää tehokkuusvaatimukset, kuten EU Tier 2 tai DOE standardit.
Suuntautumaton piiteräs
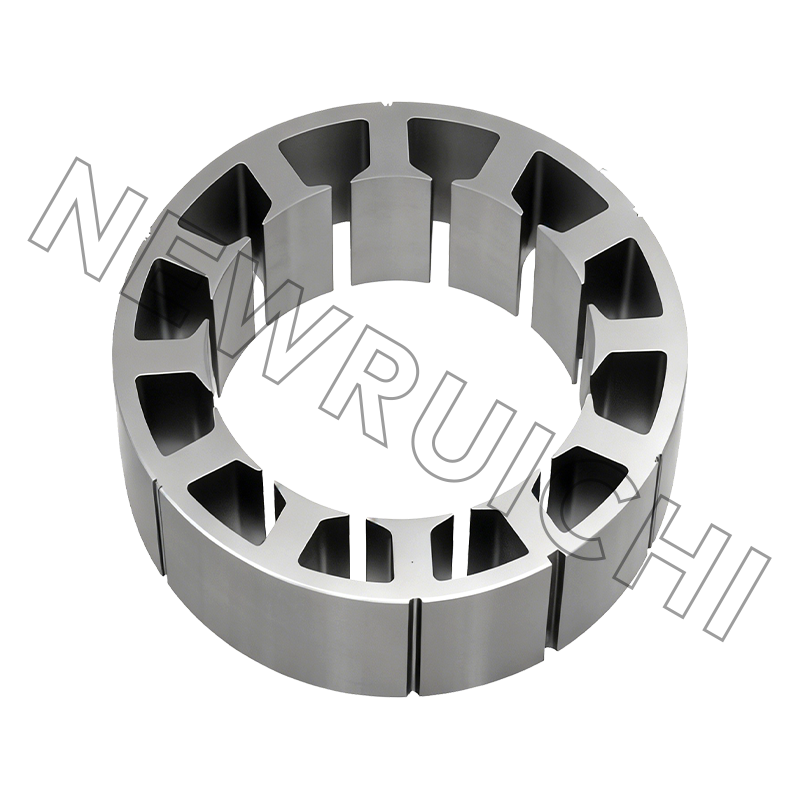
Suuntautumattomalla (NO) piiteräksellä on satunnaistetumpi raerakenne, mikä antaa sille tasaisemmat magneettiset ominaisuudet kaikkiin suuntiin levyn tasossa. Tämä isotropia tekee siitä sopivan sovelluksiin, joissa vuon reitti muuttaa suuntaa - pyöriviin koneisiin, reaktoreihin, joissa on monimutkainen vuogeometria, ja tietyt virtamuuntajamallit. Vaikka NO-teräksellä on korkeammat ydinhäviöt kuin GO-laaduilla samalla induktiotasolla, sen isotrooppinen käyttäytyminen yksinkertaistaa sydämen suunnittelua geometrioissa, joissa yhtä vuon suuntaa ei voida ylläpitää koko magneettipiirissä.
Reaktorisydämille, joissa vuon reitti voi kulkea useiden haarojen läpi eri kulmissa, suuntaamaton piiteräs tarjoaa käytännöllisen tasapainon magneettisen suorituskyvyn ja valmistuksen joustavuuden välillä. Sitä käytetään myös laajasti virtamuuntajien ytimissä, joissa toroidi- tai rengasgeometria tarkoittaa, että vuo kulkee sydämen kehän ympäri yhden lineaarisen suunnan sijaan.
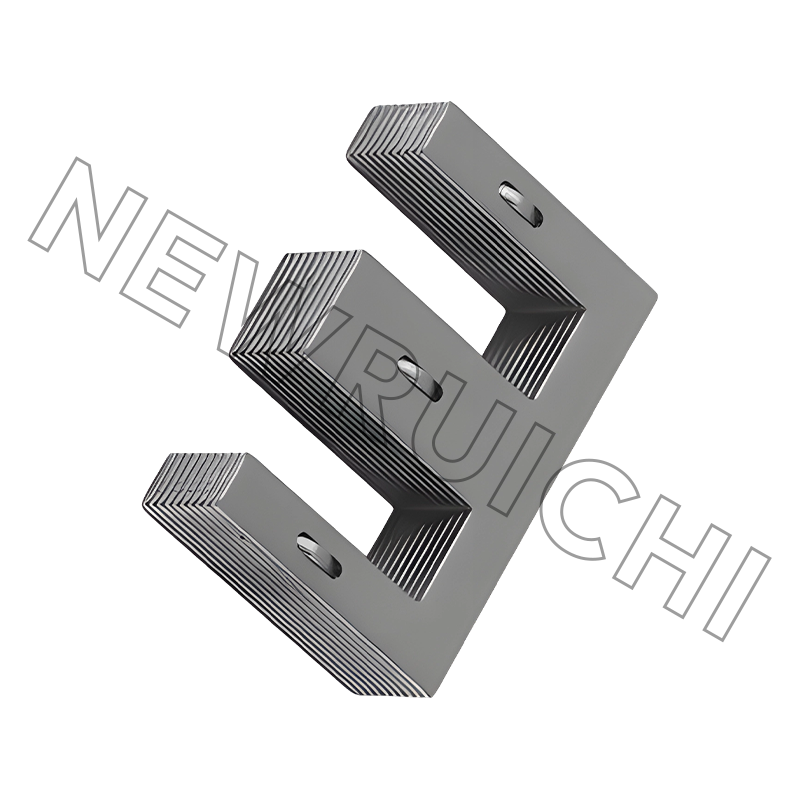
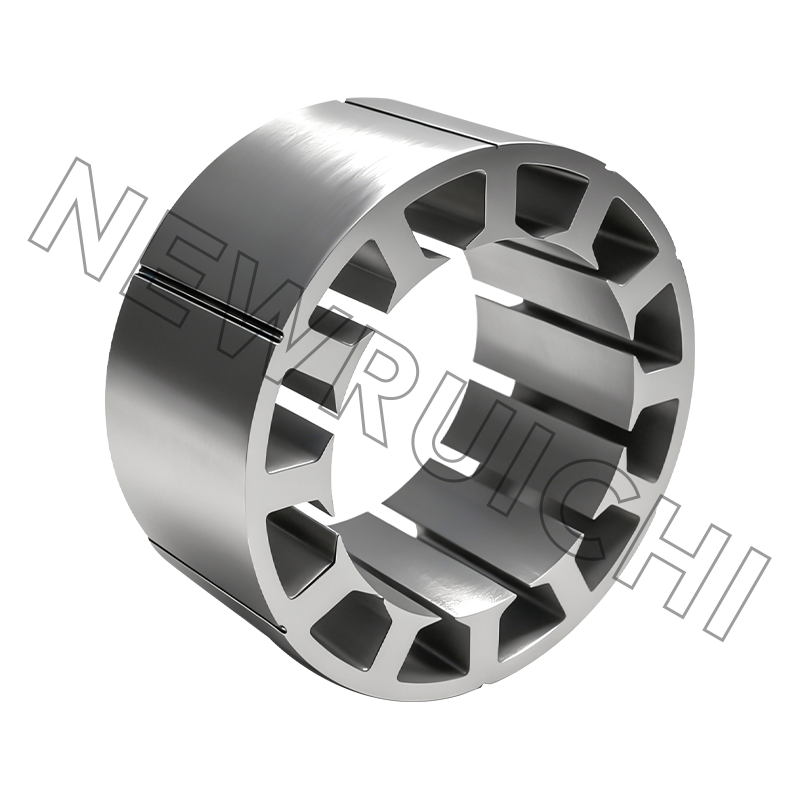
Kuinka tarkkuusleimaus luo korkealaatuisen muuntajan laminointiytimen
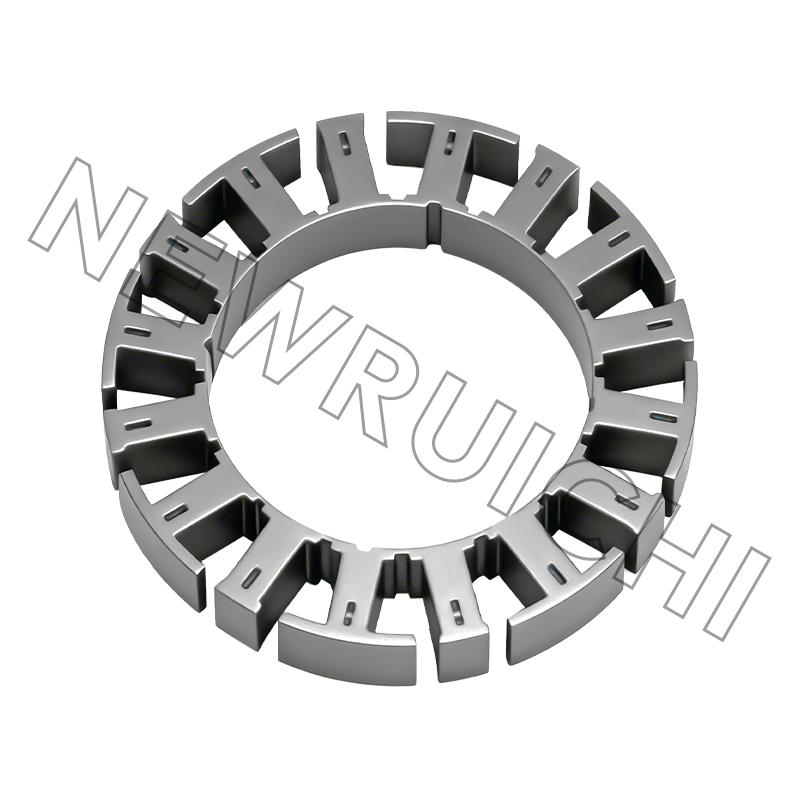
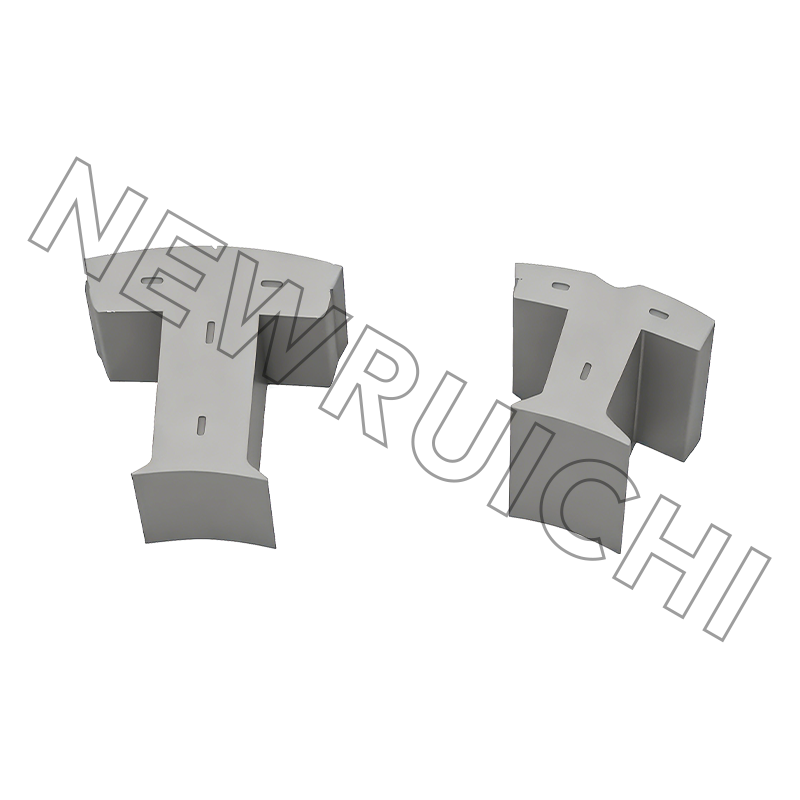
Polku piiteräsnauhasta valmiiseen muuntajan laminointiytimeen kulkee useiden valmistusvaiheiden läpi, joista jokaisella on mitattavissa olevia vaikutuksia sydämen lopulliseen magneettiseen ja akustiseen suorituskykyyn. Leimaaminen – jota kutsutaan myös lävistykseksi tai tyhjennykseksi – on prosessi, jolla yksittäisiä laminointimuotoja leikataan valssatusta nauhasta. Tämän toimenpiteen laatu määrää jokaisen laminoinnin mittatarkkuuden, leikattujen reunojen kunnon ja lopulta kootun pinon tasaisuuden.
Tarkkuusleimauksessa käytetään karkaistuja muottisarjoja, jotka on säilytetty tiukoilla toleransseilla ja pitävät tyypillisesti mittatarkkuuden ±0,05 mm:n sisällä kriittisten ominaisuuksien, kuten kulmasäteiden, rakojen leveyden ja porrasliitoskulmien osalta. Tällä tarkkuudella on merkitystä, koska laminointipinon liitosalueet – joissa erilliset teräspalat ovat toisiaan vasten tai päällekkäin – ovat sekä kohonneen ydinhäviön että kuuluvan melun ensisijainen lähde. Epätarkka leimaus luo aukkoja ja kohdistusvirheitä näihin liitoksiin, pakottaa vuon ylittämään ilmaraot ja synnyttämään paikallista kuumennusta ja magnetostriktiivista tärinää.
Vaiheittaiset liitosmallit, joissa peräkkäiset laminointikerrokset on tasattu kiinteällä lisäyksellä, jakavat liitoksen reluktanssin useille kerroksille ja vähentävät merkittävästi melua ja häviötä aiheuttavia vuontiheyden huippuja. Johdonmukaisen vaihekierrosgeometrian saavuttaminen tuotantoajon aikana edellyttää leimaustyökaluja, jotka säilyttävät tarkkuutensa miljoonien syklien ajan – standardi, joka erottaa tarkkuuslaminoinnin valmistajat hyödyketoimittajista.
Hehkutuksen rooli pienen ydinhäviön saavuttamisessa
Leimaus aiheuttaa plastisen muodonmuutoksen piiteräkseen leikkausreunoja pitkin ja laminoinnin alueilla, jotka joutuvat kosketuksiin muottien kanssa. Tämä muodonmuutos häiritsee materiaalin raerakennetta luoden jäännösjännitystä, joka lisää hystereesihäviötä ja vähentää läpäisevyyttä vaurioituneilla alueilla. Ohuilla laminoinneilla (0,23–0,35 mm) reunavaurioiden osuus poikkileikkauksesta voi olla merkittävä, joten jännityksenpoisto on kriittinen jälkikäsittelyvaihe.
Hehkutus ratkaisee tämän kuumentamalla leimattuja laminaatteja tyypillisesti 750–850 °C:n lämpötilaan kontrolloidussa ilmakehässä – yleensä typessä tai vedyssä – määritellyksi viipymäajaksi ja jäähdyttämällä sitten säädellyllä nopeudella. Tämä lämpökierto mahdollistaa meistämällä syntyneiden raerajojen siirtymisen palautumisen, mikä palauttaa teräksen magneettiset ominaisuudet lähelle sen leimaamista edeltävää tilaa. Käytännössä oikein hehkutetut laminaatit osoittavat hystereesihäviön vähenemistä 15–30 % verrattuna hehkuttamattomiin osiin ja vastaavasti läpäisevyyden parantumiseen, mikä mahdollistaa ytimien toiminnan pienemmällä viritysvirralla.
Hehkutusilmapiiri on yhtä tärkeä. Hehkutuksen aikana tapahtuva happikontaminaatio heikentää laminointipinnan eristävää pinnoitetta, mikä lisää kerrosten välisiä pyörrevirtareittejä ja lisää sydämen kokonaishäviötä. Hallittu ilmakehähehkutus inertissä tai pelkistävässä kaasuympäristössä säilyttää kerrosten välisen eristyksen ja säilyttää jännityksenpoistokäsittelyn täyden hyödyn.
Suorituskyvyn vertailu: ydinhäviö materiaalin ja asteen mukaan
Seuraavassa taulukossa on yhteenveto tyypillisistä sydänhäviöarvoista yleisille piiteräslaaduille, joita käytetään muuntajan laminointiytimien valmistuksessa, testattu taajuudella 1,5 T ja 50 Hz. Nämä arvot edustavat kokonaissydänhäviötä (W/kg) yhdistämällä sekä hystereesi- että pyörrevirtakomponentit:
| Materiaalityyppi | Arvosana esimerkki | Paksuus (mm) | Ydinhäviö taajuudella 1,5T/50Hz (W/kg) | Tyypillinen sovellus |
| HiB viljasuuntautunut | 27RGH095 | 0.27 | 0.95 | Suuri tehomuuntaja |
| Normaali viljasuuntainen | 30Q120 | 0.30 | 1.20 | Jakelumuuntaja |
| Ei-suuntautunut (vähähäviö) | 35WW250 | 0.35 | 2.50 | Reaktori, virtamuuntaja |
| Ei-suuntautunut (vakio) | 50W470 | 0.50 | 4.70 | Pieni muuntaja, rele |
Pieniydinhäviöisten piiteräsmuuntajaytimien sovellukset
Pieniydinhäviöisen piiteräksisen muuntajasydämen kysyntää ohjaavat sääntelypaine, käyttötaloudellinen ominaisuus ja meluherkkyys – tekijät, joiden paino vaihtelee sovelluksesta riippuen, mutta joita esiintyy kaikilla tärkeimmillä tehonmuunnoslaitteita käyttävillä aloilla.
- Voimansiirto- ja jakelumuuntajat: Jakelumuuntajien tyhjäkäyntihäviöt käyvät jatkuvasti 8 760 tuntia vuodessa kuormituksesta riippumatta. 0,1 W/kg:n vähennys ominaissydänhäviössä muuntajapopulaatiossa merkitsee mitattavissa olevaa energiansäästöä verkkotasolla, minkä vuoksi tehokkuustasoista (IE1–IE3 jakelumuuntajille) on tulossa pakollisia suurilla markkinoilla.
- Virtamuuntajat: Tarkkuusluokan noudattaminen (IEC 61869) riippuu sydämen magneettisesta lineaarisuudesta ja alhaisesta viritysvirrasta. Muuntajan laminointiydin, jolla on suuri läpäisevyys ja pieni hystereesihäviö, mahdollistaa virtamuuntajien mittaustarkkuuden ylläpitämisen laajalla ensiövirta-alueella ilman liiallista toisiotaakkaa.
- Reaktorit ja induktorit: Ilmavälireaktorit, joita käytetään tehokertoimen korjauksessa, harmonisessa suodatuksessa ja taajuusmuuttajakäytöissä, vaativat ytimiä, jotka säilyttävät vakaan läpäisevyyden DC-esijännityksen ja AC-aaltoisuuden alaisina samanaikaisesti. Suuntamattomat piiteräsytimet, joissa on säädetyt ilmaraot, tarjoavat näiden sovellusten vaatiman induktanssin vakauden.
- Meluherkät asennukset: Asuinalueille, sairaaloihin ja datakeskuksiin asennetuilla muuntajilla on tiukat akustiset päästörajat. Matalahäviöiset materiaalit tuottavat luonnostaan vähemmän magnetostriktiivista jännitystä, ja tarkkuus leimaus porrasliitoksilla minimoi mekaanisen virityksen, joka muuttaa tämän jännityksen kuuluvaksi ääneksi.
Tärkeimmät tarkastettavat tekijät hankittaessa piiteräsmuuntajaytimiä
Arvioitaessa muuntajan laminointisydäntoimittajaa seuraavat tekniset tiedot tulee vahvistaa testitiedoilla sen sijaan, että ne hyväksyttäisiin nimellisiksi väitteiksi:
- Ydinhäviötestitodistukset: Pyydä Epstein-kehyksen tai SST-mittauksia suunnitteluasi liittyvillä induktiotasoilla ja taajuuksilla, ei vain standardissa 1,5 T/50 Hz:n vertailupisteessä.
- Laminointipinnan eristysvastus: Laminaarien välisen eristeen pinnoitteen eheys tulee tarkistaa Franklin-testerillä tai vastaavalla, ja tulokset ilmoitetaan ohmeina·cm².
- Mittatarkastusraportit: Kriittiset mitat – erityisesti saumaväli, porrastettu tasaisuus ja laminoinnin tasaisuus – tulee dokumentoida jokaiselle tuotantoerälle.
- Hehkutusprosessin dokumentaatio: Varmista, että leimauksen jälkeinen hehkutus suoritetaan kontrolloidussa ilmakehässä ja että lämpötilaprofiilit kirjataan ja ne voidaan jäljittää jokaiseen tuotantoerään.
- Materiaalin jäljitettävyys: Käytettävän piiteräsnauhan tulee olla jäljitettävissä sertifioidulle tehtaalle, jolla on dokumentoidut magneettiset ominaisuudet IEC 60404:n tai vastaavien kansallisten standardien mukaisesti.
Sähkönsiirto- ja jakeluinfrastruktuurissa, jossa muuntajasydämet toimivat yhtäjaksoisesti vähintään 30 vuotta, varmennettujen piiteräksisen muuntajan ydinkomponenttien määrittäminen – prosessidokumentaatiolla ja riippumattomilla testitiedoilla – on tehokkain yksittäinen askel, jonka hankintatiimi voi tehdä alentaakseen elinkaarikustannuksia ja saavuttaakseen verkon tehokkuustavoitteet.

Sähköpostiosoitettasi ei julkaista. Pakolliset kentät on merkitty *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Puhelin/Puhelin:
+86-18861576796 +86-18261588866
Puhelin/Puhelin:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Tekijänoikeus © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
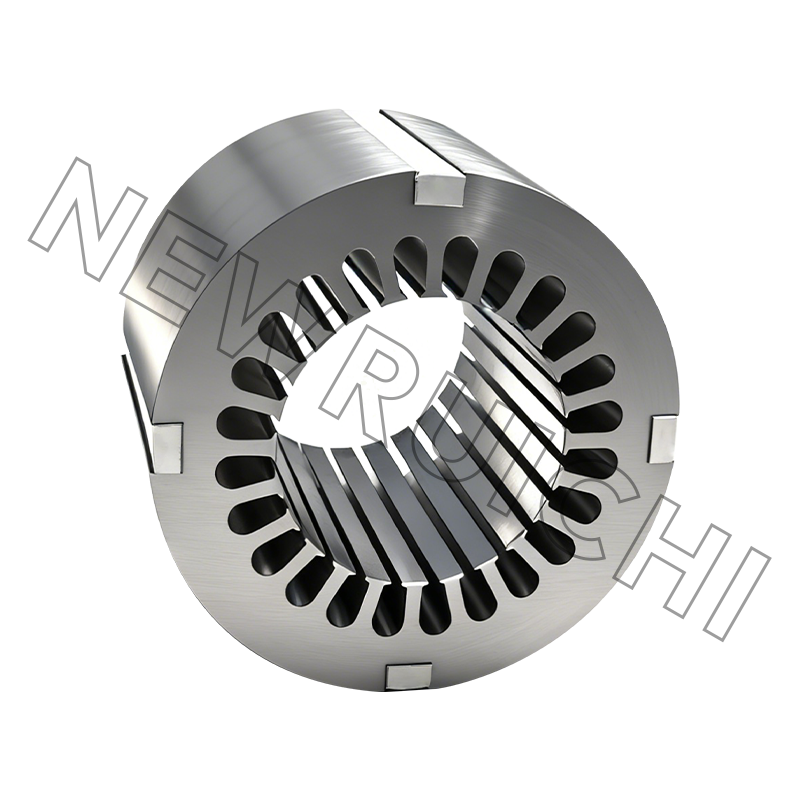
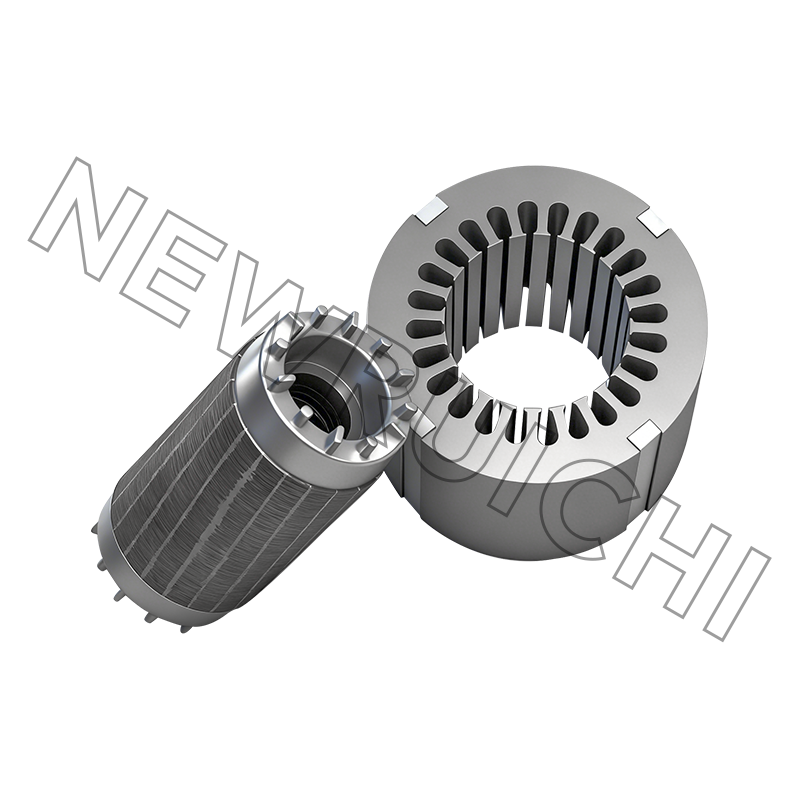
Staattori- ja roottoriytimien valmistajat
